

EDICIÓN ESPECIAL

06. RITC
Fluoroelastómeros: elastómeros de alto desempeño con perspectivas de aplicación en áreas críticas
12. Jornadas Latinoamericanas
24. Un cafecito con Esteban
Sobre cadenas y eslabones
28. Reciclaje de neumáticos
Guía de empleo del caucho reciclado procedente del neumático - Parte 2
34. Sustentabilidad y RSE
Reciclaje y sinergias industriales: oportunidades de innovación y colaboración
38. Ciencia y tecnología
Optimización de las mezclas de caucho natural mediante la modelización basada en datos: materiales y métodos - Parte 4
46. Registros fósiles
Sobre una adecuada definición del tiempo de vulcanización final
54. Entrevista Rubber Service
De la pasión por el caucho a la excelencia global: la historia de Rubber Service
58. Artículo técnico-comercial Quimipol
Proceso de vulcanización del hule (caucho) Parte 4
62. Revista España
Línea universal para fabricación de perfiles
Reforestación: un aliado natural para cumplir tus objetivos de sostenibilidad Los 75 años del Consorcio del Caucho
68. Ficha técnica
70. Fórmulas
72. Noticias de interés
78. Noticias institucionales
Cada vez falta menos para el evento más importante de la industria del caucho en Latinoamérica: las XVII Jornadas Latinoamericanas y X Jornadas Iberoamericanas de Tecnología del Caucho están a tu alcance.
Desde el 18 hasta el 22 de septiembre, en el Centro de Eventos NOS de la Pontificia Universidad Católica del Perú, podrás acceder a variadas conferencias técnicas y entrar en contacto con las principales marcas de la región.
Accede aquí para más información: www.jornadascaucho.com
de Asociación Civil de Tecnología del Caucho.
ISSN 2618-4567. La editorial se reserva el derecho de publicación de las solicitudes de publicidad, el contenido de las mismas no es responsabilidad de la editorial sino de las empresas anunciantes Dirección administrativa: LARA - 235 Alpha Drive, Suite 206. Pittsburgh, PA 15238, USA. Lo expresado por autores, avisadores y en noticias generales e institucionales no refleja necesariamente el pensamiento de la dirección de la editorial.
Director: Víctor Dvoskin - Director Comercial: Sergio Junovich. Comité de Redacción: Emanuel Bertalot, Mariano Escobar, Diogo Esperante, Marianella Hernández Santana, Patricia Malnati, Tim Osswald, María Alexandra Piña, Karina Potarsky, Catalina Restrepo, Joan Vicenç Durán. Corrector: Carlos Zaccaro. Coordinador editorial: Federico Esteban. Directora de Arte: Paula Cattaneo. Es una publicaciónConoce todas las actividades de las XVII Jornadas Latinoamericanas de Tecnología del Caucho.



Mujeres latinoamericanas y su legado. Fragmentos de canciones, poesías y libros
Sobre los campos danza la gracia de las flores y resuena la verde sonata del follaje; se han vaciado en el aire mil ánforas de olores; el color fluye y colma las venas del paisaje.

Mientras mi pie devuelve a la ardorosa tierra el beso de las ramas que rozan mi cabeza, yo pienso en la raíz que en el polvo se entierra, pedestal ignorado de la vital belleza.
Con este fragmento, culminamos el ciclo de canciones y poesías pertenecientes a mujeres de Latinoamérica.
En el próximo número continuaremos con un ciclo similar sobre pintoras.


COLUMNISTA INVITADO
Departamento de Polímeros, Facultad de Ciencias Químicas, Universidad de Concepción, Chile
Desde el advenimiento de la tecnología del caucho, los elastómeros han desempeñado un rol estratégico a nivel doméstico, industrial y tecnológico. En la actualidad, los cauchos se pueden clasificar, dependiendo de su origen o fuente de donde son obtenidos, según el propósito de uso o bien, de acuerdo a las normas de estandarización.
En relación con el propósito de uso de los cauchos, éstos se clasifican como bienes de caucho de uso industrial (IRG, por su sigla en inglés: Industrial Rubber Goods) y bienes de caucho de uso general (GRG: General Rubber Goods). Los GRG más comunes incluyen caucho natural (NR: Natural Rubber), caucho de estireno butadieno (SBR: Styrene Butadiene Rubber), caucho de cloropreno (CR: Chloroprene Rubber) y caucho de acrilonitrilo butadieno (NBR: Nitrile Butadiene Rubber).
COORDINADORA
Marianella Hernández Santana (ESP)
Directora de la Red Internacional de Tecnología del Caucho (RITC).
haguilar@udec.cl ritc@sltcaucho.org
En cambio, los IRG son cauchos especiales, dado que su desempeño debe ser óptimo en condiciones demandantes o extremas. Por ejemplo, deben ser estables a altas temperaturas, presentar resistencia al hinchamiento por hidrocarburos y resistencia a compuestos químicos agresivos, tales como ácidos o bases fuertes. Los cauchos especiales que se emplean son típicamente caucho de epiclorhidrina, caucho clorosulfonado y fluoroelastómeros, entre otros.
Los fluoroelastómeros en base de polimetileno, de acuerdo con la norma ASTM D1418-22, se designan como FKM y se dividen en 6 tipos, tal como lo presenta la tabla 1
Descripción
Dipolímero en base a hexafluoropropileno (HFP) y fluoruro de vinilideno (VDF).
Terpolímero en base a HFP, VDF y tetrafluoroetileno (TFE).
Terpolímero en base de TFE, VDF, fluoror etililen vinil eter (FEVE).
Terpolímero en base de TFE, propeno (P) y VDF.
Pentapolímero en base de TFE, HFP, VDF, etileno, y FEVE

Copolímero en base de VDF y 2,3,3,3-tetrafluoropropeno (TFP).
Habitualmente, los fluoroelastómeros FKM son entrecruzados mediante el uso de sistemas de aceleración en base de 2,2-Bis (4-hidroxifenil) hexafluoropropano, óxido de magnesio, hidróxido de calcio y cloruro de benciltrifenilfosfonio (BPP). Sin embargo, también es posible el uso de peróxidos. El FKM tipo 1 es el más usado para propósitos generales y el tipo 2 presenta excelente resistencia térmica y química a compuestos aromáticos e hidrocarburos de bajo peso molecular. El tipo 3 presenta flexibilidad a menores temperaturas, el tipo 4 es más resistente a bases, pero es más susceptible a aceites y combustibles; y el tipo 5 presenta resistencia mejorada a las bases y al vapor.
El tamaño del mercado mundial de fluoroelastómeros fue de USD 1.356 millones en 2019 y se prevé que alcance los USD 1.794 millones para 2027. Como es de esperar, su mercado se ha concentrado en el país de mayor producción de plásticos y cauchos: China.
Sumado al hecho de que tienen una resistencia térmica superior, su desempeño frente a ciertos solventes y reactivos es muy superior respecto de los cauchos convencionales. Por ejemplo, de acuerdo con lo reportado por la compañía IPEX, los FKM presentan una excelente resistencia a hidrocarburos saturados, insaturados, aromáticos y haloalcanos. Pero, por otro lado, presentan serias deficiencias respecto de solventes polares, tales como cetonas, alcoholes, aminas, etc.
Dado su desempeño con hidrocarburos, los elastómeros FKM son de especial utilidad en la industria de combustibles fósiles. En la actualidad, hay interés por el uso combinado de gasolina con bio-combustibles, tales como el etanol.
De acuerdo con el departamento de Energía de Estados Unidos, más del 98 % de la gasolina comercializada contiene etanol, que permite proveer oxígeno a la mezcla durante la combustión. Asimismo, mezclas tales como E10, que contiene 10 % etanol y 90 % de gasolina, emiten menor contaminación que aquellas que poseen bajo contenido de etanol. La obtención de este tipo de mezclas busca potenciar el uso de fuentes renovables para la producción de combustibles.
Sin embargo, el uso de este tipo de combustibles puede afectar el desempeño de piezas y partes fabricadas con FKM, debido a su precario desempeño frente a solventes polares, tales como el etanol
Por tanto, un desafío relevante es producir materiales que tengan desempeño eficiente contra hidrocarburos y solventes polares, simultáneamente.
Existen alternativas relativamente nuevas para abordar este reto, entre las que se encuentran el uso de nanomateriales como nanoplaquetas de grafeno y arcillas orgánicamente modificadas, que por su morfología laminar imparten mayor resistencia al hinchamiento por solventes.
El mejor desempeño de los fluoroelastómeros frente a solventes como consecuencia de la adición de rellenos laminares se puede explicar porque éstos limitan la difusión de las moléculas a través del polímero, tal como lo muestra la figura 1. Además, los materiales laminares también ralentizan el proceso de degradación térmica, dado que su presencia desactiva o retarda la formación de especies reactivas involucradas en el mismo.
a b
Otros elastómeros de interés que poseen grupos flúor en su estructura son las fluorosiliconas, designadas como FVMQ. Éstas, a diferencia de los fluoroelastómeros FKM, poseen una cadena principal basada en grupos siloxano y grupos laterales, además de metilos, tales como trifluoropropilo y vinilos. Estos últimos permiten su entrecruzamiento con peróxidos orgánicos.
Es pertinente mencionar que tanto los elastómeros FKM como los FVMQ, requieren de tratamientos de post-curado: tratamientos térmicos a alta temperatura, que facilitan la ocurrencia de reacciones de tipo Diels-Alder, las cuales aumentan la densidad de entrecruzamiento.
Las aplicaciones de las fluorosiliconas se encuentran en la industria aeroespacial, especialmente en donde se requiere resistencia a combustibles calientes y aceites. También, se emplean para la fabricación de sellos en un amplio rango de temperatura. Sin embargo, poseen pobres propiedades frente a la abrasión y al desgarro. Del mismo modo que los elastómeros FKM, es posible mejorar su desempeño térmico y a solventes mediante el uso de nanomateriales.

El interés sobre los fluoroelastómeros no se restringe a las áreas relativas a los combustibles, ya que estos cuentan con excelentes propiedades, como un amplio rango de temperatura de servicio que va desde -40 ºC hasta 250 ºC. Es por esto que son empleados tanto en la manufactura de piezas para las industrias aeronáutica y aeroespacial, como también en plantas nucleares y en climas extremos
Es pertinente mencionar que los materiales laminares no son los únicos que han despertado interés: existe gran variedad de nanomateriales que puede impartir propiedades interesantes a los fluoroelastómeros. Por ejemplo, el uso de cargas compuestas por elementos de alto número atómico (Z), las cuales imparten propiedades de blindaje frente a la radiación de alta energía. En este contexto, existen proyectos orientados al desarrollo de materiales aptos para emplearlos en el blindaje flexible frente a la radiación ionizante.
En la vertiginosa carrera de los avances tecnológicos, se requieren materiales que posean múltiples propiedades: flexibles, con amplio rango de temperatura de servicio, de excelente desempeño mecánico, resistencia química, resistencia a la radiación, que puedan ser empleados en aplicaciones tales como en el revestimiento o protección de equipamiento electrónico sensible, expuestos a radiación cósmica o proveniente de fuentes artificiales. Es evidente que los fluoroelastómeros son una excelente alternativa para usarlos, donde otros elastómeros fracasan. ■
La Academia de Ciencias de América Latina (ACAL) decidió apoyar a las Jornadas Latinoamericanas mediante la publicación del evento en la cartelera de ACALconecta, aplicación web desarrollada por la institución. La misma muestra, en un solo lugar, quiénes son los investigadores latinoamericanos y del Caribe y cuáles son sus entidades de adscripción, así como su actividad científica, que incluye la organización de eventos. ACALconecta realiza búsquedas automatizadas de congresos,

simposios, jornadas de investigación, cursos, seminarios, talleres y cualquier otra reunión científica, y los muestra en su cartelera en forma de fichas con información relativa al país e institución organizadora, área temática y dirección web del evento.
Para ingresar a la aplicación, consulta el siguiente enlace: www.acalconecta.org


• Aplicaciones del caucho en la industria minera.
• El reencauche y su importancia en la economía circular.



• Cómo recuperar neumáticos en la gran minería.
• Las ventajas de la formación continua en la industria moderna del caucho.
• Sostenibilidad - Nuevos retos para la industria del caucho.


• Elastómeros mejorados de alto rendimiento - Papel y mecanismos de los coagentes en la reticulación con peróxido.
• ¿Las mezclas procesan siempre igual? - Indicadores de Mezclado.



• Métodos ecológicos para preservar, estabilizar y procesar el látex de caucho natural en un medio ácido.
• Aplicaciones de los aditivos de procesamiento en los compuestos de caucho para minería.


• Soluciones proecológicas prometedoras para la tecnología del caucho.

• Cómo realizar control de mezclas de caucho en el laboratorio.
• La autorreparación como estrategia para prolongar la vida útil de los elastómeros






• Ideas para mejorar la gestión de una fábrica de productos de caucho.



• Determinación por dinámica molecular de la rigidez de entrecruzamientos con azufre de monómeros de caucho natural.
• Bajo tiempo de curado en la producción de cintas transportadoras sin la toxicidad generada por el resorcinol.
• Empleo de neumáticos fuera de uso desvulcanizados en compuestos de caucho.

• Retos en el desarrollo de mezclas de caucho sostenibles.
• Peróxidos orgánicos de alto rendimiento con protección antiquemaduras para mezclas de caucho.
• Influencia de la composición del monómero en el látex XNBR sobre las propiedades finales de los guantes con y sin soporte.
• Influencia de los plastificantes en las propiedades de los compuestos de nitrilo.
• Evaluación de parámetros de control en el proceso de mezclado de compuestos de caucho.
• Perspectivas ARLANXEO para el mercado de caucho.



• Compuestos de fluorelastómeros para tecnologías punteras.
• Agentes desmoldantes para elastómeros y otros. Marbocote - KBR Ingenieros.


• Modelos, variables y eficiencia productiva en la extrusión de EPDM vía Micro Ondas.
• Sostenibilidad: contribución de las ayudas al proceso.
• CAUSER: creando soluciones para un nuevo contexto.





• ZEON Elastómeros de alta performance.
• Evaluación de uso de residuo de eva expandido como promotor de adherencia de suela antidesgaste de caucho.

¿Quieres ser patrocinador y dar a conocer tu marca? Escríbenos a caucho@sltcaucho.org y entérate cómo participar.
• Soluciones especiales DESMA para nuevos sectores de artículos de elastómeros.
• La transformación del mercado mundial del caucho natural: la Importancia de las especialidades y la "descomoditización".


• Compañía Cauchera Colombiana: una empresa de excelencia.


• Uso de aceite de anacardo modificado como plastificante en compuestos de caucho natural y negro de humo.
• Evaluación de la compatibilidad de formulaciones de caucho nitrílico con fluidos aislantes (OMI Y ENI) utilizados en transformadores de potencia.




Curso Integral de Formulaciones y Procesos del Caucho: Teoría y Experiencia




• Fundamentos teórico-prácticos para el diseño óptimo de formulaciones de caucho y su ajuste para resolver distintos problemas de calidad y de manufactura (productividad, procesabilidad, rentabilidad de productos).

• Principales características de los procesos esenciales del caucho (mezclado, extrusión, calandrado, moldeo, inyección, vulcanización continua, adhesión goma-textil, adhesión goma-metal, etc.).

• Implementación de programas en la fábrica para eliminar defectos y mejorar las variables económicas del negocio.




El Laboratorio como herramienta de control y desarrollo de compuestos
• Técnicas de caracterización (infrarrojo, reometría, reología, hinchamiento, tensión-deformación, DSC, TGA) para el control efectivo de la calidad de materias primas, compuestos crudos y vulcanizados y calidad del producto.
• Fundamentos de la técnica, su potencialidad e interpretación de los resultados. Laboratorios capaces de realizar los análisis.
Durante el 18 y 19 de septiembre podrás acceder a los clásicos cursos intensivos organizados por la SLTC y dictados por profesionales del sector. Conoce cuáles son:

• Enfoque en el uso de látex para diferentes productos por medio de distintas tecnologías. Los distintos tipos de látex, fundamentos de las fórmulas a emplear, técnicas de proceso y problemas de fabricación comunes. Los procesos de inmersión, tratando también las espumas y termoformados.
Durante las Jornadas, podrás acceder a un encuentro de negocios y alcanzar nuevas metas comerciales. ¿Cómo? En simples pasos:

• Dirigida a estudiantes, técnicos y profesionales interesados en un producto natural y autosostenible.
Más información aquí: www.jornadascaucho.com/prejornadas
Preinscríbete sin costo completando el formulario de ofertas y demandas haciendo click aquí.

El 28 de agosto recibirás la lista completa de empresas preinscriptas con sus ofertas y demandas.
Elige del listado a las empresas con las que deseas reunirte.
Confirma tu inscripción y realiza el pago.
Recibe la agenda individual de entrevistas.
Costos de inscripción:
• General | USD 200
• Asistentes de Jornadas y/o patrocinadores | USD 140

Participarán empresas de Latinoamérica, España, Estados Unidos y Francia.
¡Te esperamos!



Conoce los documentos que necesitas tener para ingresar al país sede de las Jornadas Latinoamericanas.
Si eres de Europa, Estados Unidos o México, es necesario contar con pasaporte vigente, no menor a 6 meses de validez
Si eres de Argentina, Bolivia, Brasil, Colombia, Chile, Ecuador, Paraguay y Uruguay, sólo precisas tu documento o cédula de identidad (DNI / CI)



Si por tu nacionalidad necesitas una visa, pero eres residente permanente de los países de la Alianza del Pacífico (Chile, Colombia y México), Perú te exonera de solicitarla. Desde ya, comunicaremos oportunamente cualquier posible cambio en las reglas migratorias del Perú.
Para mayor información, escríbenos a caucho@sltcaucho.org ■
Si eres de Cuba, El Salvador, Haití, Nicaragua y Venezuela, necesitas la visa de turista
La Laguna de Huacachina es un lugar ideal para desconectarse de la rutina, lograr un óptimo descanso y practicar deportes de aventura. Destacada por su encanto natural y belleza paisajística, se trata de un oasis rodeado de un inmenso desierto, vegetación y enormes dunas. En 2017, el medio británico The Telegraph incluyó al oasis de la Huacachina entre los 21 destinos más impresionantes de mundo para visitar, el único de América Latina en la prestigiosa lista.

Patrimonio cultural y natural de Perú, es considerada desde 2007 como una de las siete maravillas del mundo moderno. Construida alrededor de 1450 y descubierta en 1911, la sagrada ciudadela está ubicada en el corazón de los Andes peruanos conformando uno de los centros religiosos, políticos y culturales más importantes del imperio incaico. Sus andenes de un verde intenso y la imponente cordillera que la rodean conforman un hermoso paisaje que supera cualquier expectativa.


Se trata de uno de los mayores misterios en la historia de la humanidad: localizados en Ica, al sur de Lima, estos intrigantes jeroglíficos atraen a miles de visitantes por año. Entre los cerca de 800 diseños que existen, se encuentran figuras de animales (colibrí, mono, araña, etc.) Se descubrieron en 1927 gracias al antropólogo estadounidense Paul Kosok, quien sostuvo que las figuras representaban un gran calendario astronómico.
Un lugar especial en la Amazonia peruana: esta región reúne maravillas naturales, culturales y arqueológicas muy desconocidas hasta hace poco. Rodeada de orquídeas y habitada por especies espectaculares como el colibrí cola de espátula, el oso de anteojos o el mítico gallito de las rocas, es uno de los lugares favoritos para hacer turismo y descubrir historias nunca antes escuchadas


• Valorización de neumáticos usados mediante el coprocesamiento en hornos cementeros.

Más información aquí: www.jornadascaucho.com/reciclaje
• Fuentes de financiación de los scraps: construcción de las eco-tarifas.
• Renovado de neumáticos: utilización racional de recursos.

• Nueva generación de rejuvenecedores asfálticos basados en la pirólisis de NFU.


• Tejas de caucho reciclado: avances en la caracterización técnica.
Grace Collantes
• Corporación ecuatoriana para la responsabilidad extendida del productor: CEREP, primer sistema de sistemas en el Ecuador.


• Las organizaciones de responsabilidad del productor como sistema de gestión y manejo de NFU: una herramienta de tránsito hacía una economía circular.

• Valorización energética de NFUensayos en hornos de cemento.
• Aplicación de un enfoque de Economía Circular en el proceso de reciclaje y recuperación de llantas usadas y otros polímeros.
• Ecotr: nuevos proyectos, desarrollos y validación de los productos.
• PRECIMECA, el especialista en la trituracion de llantas usadas.

• Sistema ecuatoriano de gestión integral de neumáticos usadosSEGINUS.




• Últimos avances técnicos del negro de humo recuperado de pirólisis de neumáticos.

El jueves 21 de septiembre por la tarde podrás disfrutar del simposio de NFU en mezclas asfálticas: por más carreteras sustentables. En esta actividad, incluida en JornadasReciclaje, veremos los programas e inversiones en la gestión de red vial nacional y regional; la realidad de los sistemas de gestión y el reciclado de neumáticos; y la incorporación a las mezclas asfálticas del polvo de NFU con las últimas tecnologías.

Conoce a los disertantes del simposio:
Contratistas, administraciones viales, autoridades regulatorias ambientales, concesionarias y recicladores se darán cita en un simposio único para la región. ¡Te esperamos!
Néstor Huamán

• Neumáticos fuera de uso para pavimentación asfáltica - Situación en Perú.
 Leticia Saiz
Leticia Saiz
• Sistemas de gestión: retos actuales, últimos desarrollos y proyectos para el empleo de NFU en mezclas.


• Nuevas tecnologías de incorporación de caucho en mezclas asfálticas.


• Utilización en altas tasas de polvo de NFU en la elaboración de mezclas asfálticas utilizadas en capas para retardo de fisuras.
• Polvo de caucho y escoria como sustitutos de agregados en mezcla asfáltica.
Enrique Fensel
• Superficies específicas en la granulometría de polvo de caucho de NFU usados en la modificación de cementos asfálticos.
• Situación actual de programas, inversiones, normativa y especificaciones sobre mezclas con NFU en Latinoamérica.



• Estudio de mezclas asfálticas tibias elaboradas con un aditivo orgánico incorporando hule de neumáticos por vía semihúmeda.
• Aditivo FITYRE®. Un desarrollo en base a fibras textiles de NFU para mejorar el desempeño de las mezclas asfálticas.
Luis Alfonso de León Gerardo BotassoSistemas de gestión de NFU en Latinoamérica y nueva normativa. Nuevos sistemas, leyes, novedades y participación de administraciones públicas en la región.
¿Quieres inscribirte? Accede al siguiente enlace y asegura tu lugar: www.jornadascaucho.com/registro
Tecnologías de reciclaje, aprendizajes y oportunidades de mejora: desafíos en el reciclaje de OTR mineros. Pirólisis, desvulcanización , termólisis y coprocesamiento.
Innovación, desarrollo experimental e investigación. Aplicaciones alternativas para
Renovado de neumáticos. Mantenimiento de OTR mineros, gestión de flotas, certificaciones, beneficios






COLUMNISTA
¿Cuántos productos distintos de caucho pueden existir en el mercado? A menudo me he planteado esta pregunta y la respuesta es sorprendente: debe haber varios miles, todos diferentes. Cada uno de ellos destinado a satisfacer las necesidades de los usuarios en todo el mundo.
Esta conclusión también explica el enorme número de fábricas caucheras instaladas en el mundo, de diversos tamaños, tecnologías y estilos de gestión. Pero teniendo coincidencias en la problemática cotidiana de su gestión.
Independientemente de la escala productiva con que opere cada empresa, los problemas que ocurren en el día a día son frecuentemente parecidos y reiterativos. Producen similares desvíos y defectos influyendo directamente en el resultado final del negocio
Si comparamos la elaboración de artículos de caucho con la de otras industrias manufactureras, salta a la vista que la nuestra tiene características muy especiales, tanto por la complejidad de los
Esteban Friedenthal (ARG) Director del Comité de Capacitación y Desarrollo de la SLTC.efriedenthal@fibertel.com.ar
productos como por la ingeniería empleada en las operaciones de fabricación. Esto en cada eslabón de la cadena productiva

Si bien últimamente se ha generalizado la automatización de equipos como medio para lograr consistencia en los procesos, la producción no deja de ser básicamente artesanal, fuertemente dependiente de la calidad de la mano de obra
La índole multivariable de las actividades de la fábrica se origina en la naturaleza reológica de los materiales elastoméricos (es decir sus características de flujo) y en su comportamiento errático e irregular. Esto hace que los técnicos deban timonear su gestión, tratando de adecuar compuestos, máquinas y procedimientos operativos con el fin de controlar la aparición esporádica o masiva de defectos. Casi todos los días.
Como ya lo hemos puntualizado varias veces en esta columna de Revista SLTCaucho, si se pretende diagnosticar el origen de los problemas fabriles, es indispensable contar con una “torre de control” (más conocida como laboratorio), que permita monitorear en forma adecuada los materiales para prevenir la ocurrencia de desvíos. Recordando a Lord Kelvin, sólo podremos mejorar lo que se puede medir

Resulta imperioso identificar claramente todos los materiales empleados, desde las materias primas hasta los productos semielaborados o finales
Es una manera esencial de prevenir errores y ejercer la trazabilidad de los productos, acción fundamental para investigar la ocurrencia de piezas defectuosas o no conformes.
Cada uno de los eslabones de la cadena productiva debe estar asociado a una especificación, ya sea de pesado, mezclado, extrudido, calandrado, ensamble de componentes o vulcanización. En ella se deberán establecer las magnitudes dimensionales y físicas inherentes a cada operación. Es importante puntualizar las variables críticas de cada una de ellas: aquellos parámetros que podrían afectar directamente a la calidad o a la seguridad del proceso en cuestión y que deben ser especialmente controlados por los operadores de las diferentes máquinas.
En el eslabón productivo, cada puesto de trabajo debe poseer sus instructivos, procedimientos y especificaciones escritas disponibles, exhibiéndolos en carteleras accesibles para su consulta inmediata. Esta práctica tiene un alto valor didáctico dentro de la capacitación del personal acerca de las mejores prácticas en su trabajo.
La palabra lay out se refiere a la disposición adecuada de máquinas, accesorios, herramientas, mesas, armarios, instrumentos de medición, tableros, etc. en la fábrica, con el fin de simplificar el acceso a los distintos elementos y ahorrar desplazamientos innecesarios de materiales y de personal.
Es uno de los aspectos a tener en cuenta para lograr una óptima productividad porque incide directamente sobre los tiempos “muertos” o “no productivos” en los diferentes procesos fabriles.
Dentro del estudio de la distribución de equipos y accesorios en el lay out de la planta se deben considerar las condiciones de iluminación y ventilación en los ambientes de trabajo, aspectos que no siempre son tenidos en cuenta. Se vinculan al confort y seguridad del personal operario y en consecuencia, con el nivel de calidad de procesado y de conformidad del producto final.
Las actividades de mantenimiento en la industria del caucho están cada vez más integradas con las áreas productivas. No es posible aislar en el equipamiento los aspectos puramente mecánicos, eléctricos o electrónicos de la gestión técnica, a lo largo de la cadena productiva.
Hay dos enfoques del mantenimiento que se pueden ejercer en producción:
El primero es el mantenimiento correctivo o reconstructivo, que trata de corregir las fallas en los equipos a medida que éstas aparecen o cuando se producen desgastes o las máquinas se encuentran fuera de sus dimensiones originales. O sea: arreglar lo que se rompe
El segundo es el mantenimiento preventivo y/o predictivo, en los que se trata de actuar antes de que ocurran las fallas, recurriendo a diferentes técnicas de diagnóstico: análisis de lubricantes, de vibraciones, termografías, etc. que complementan la tarea diaria anticipando la falla del equipo verificado y permitiendo detectar y resolver problemas crónicos y recurrentes.
Con este segundo enfoque se logra mejorar la cadena de valor productivo incrementando la vida útil de la maquinaria y minimizando o anulando el impacto negativo que las fallas de los equipos pueden tener en la productividad global de la fábrica.
Este término se refiere a la medición continua de variables de proceso y a la inmediata corrección del mismo cuando se presente un desvío respecto a los estándares deseados.
Puede ser manual, llenando con frecuencia una planilla que registra la variación temporal de la variable medida. O bien, automático, a través de un dispositivo continuo de medición como el que se muestra en la figura 1 (peso por metro de perfil extrudido en movimiento).

Si el control continuo de procesos es utilizado por el operador del equipo en forma consciente y no “para llenar planillas inútiles”, se puede transformar en una herramienta poderosa para evitar materiales no conformes y reducir las pérdidas de eficiencia en los eslabones de la cadena.
Como apreciamos, es mucho lo que se puede hacer para mejorar cada eslabón productivo. Tarea que requiere gran paciencia e inventiva. Pero ciertamente, vale la pena encararla. ¡Hasta la próxima! ■


jlvalentin@ictp.csic.es
MÉTODOS DEL PROCESADO DEL CAUCHO RECICLADO
En esta guía se describen los métodos para el procesado y utilización del caucho reciclado procedente de NFVU dentro de la industria del caucho:
• Caucho reciclado sinterizado.
• Caucho reciclado como aditivo.
Una propuesta atractiva y sencilla en el reciclaje de caucho consiste en fabricar productos finales por sinterización, es decir por moldeo, utilizando directamente polvo de caucho sometido a presión y temperatura, logrando la unión covalente de las partículas granulares entre sí.

lsaiz@signus.es
rperez@signus.es
Tras los resultados presentados, se puede concluir que la sinterización del polvo de caucho procedente de NFVU es un proceso directo, sencillo y fácilmente industrializable que permite obtener productos de caucho para usos en los cuales las prestaciones mecánicas no sean demasiado exigentes.
En este caso, es necesario controlar diversos factores relacionados con las condiciones de procesado, tales como la presión, la temperatura, el tiempo y de manera adicional se puede evaluar la adición de un sistema de vulcanización a través de un mezclado mediante rodillos (elevada cizalla y rotura parcial de la red de entrecruzamientos de las partículas) para favorecer la unión entre las partículas con la creación de nuevos entrecruzamientos y entrelazamientos entre las cadenas poliméricas del material.
Su principal limitación radica en las débiles uniones entre las partículas de caucho, que limitaría su uso a tracción. Por ello, estarían especialmente recomendadas todas aquellas aplicaciones en las que la pieza de caucho sinterizada trabaje a compresión.
El caucho reciclado procedente de NFVU se utiliza como un aditivo en los compuestos fabricados con caucho virgen. Tradicionalmente, ha sido empleado para sustituir parcialmente las cargas reforzantes tradicionales (sílice y negro de carbono) y para producir de manera económica productos de caucho moldeados de bajas prestaciones. Sin embargo, para realizar un correcto uso del caucho reciclado de NFVU y poder expandir su aplicabilidad como una nueva materia prima hacia productos de alto valor añadido, en esta guía se ha revisado de una forma crítica los antecedentes existentes, identificando las barreras que han limitado hasta el momento el desarrollo de estos productos, proponiendo soluciones que permitan superarlas.
El granulado/polvo de caucho posee diferentes características en función del origen del NFVU, proceso de molienda y tamaño de partícula alcanzado, siendo necesario evaluar su influencia en la procesabilidad, vulcanización y las principales propiedades de las mezclas de caucho en las que se emplee.
Con este propósito, se ha realizado un estudio sistemático donde, utilizando como base una matriz elastomérica virgen de caucho de estirenobutadieno (SBR), se incluye polvo de caucho reciclado procedente del neumático. En el mismo se evalúa:
El efecto del contenido de partículas de caucho reciclado, haciendo variar su concentración desde 20 partes por 100 de caucho (pcc) hasta 100 pcc.
• El efecto del tamaño de las partículas del caucho reciclado, utilizando granulometrías con tamaño nominal de partícula desde 3000µm hasta 70µm.
• El efecto de las partículas de caucho en la reacción de vulcanización.
• La reproducibilidad de los resultados.
Teniendo en cuenta los resultados de estos estudios se puede concluir que:
La adición de caucho procedente de NFVU tiene una significativa influencia en la reacción de vulcanización, produciéndose de forma sistemática una reducción del tiempo de prevulcanización. Este resultado indica que las sustancias presentes en el polvo de caucho (por ejemplo: restos y derivados de la primera vulcanización del compuesto) interfieren en las reacciones que se producen durante el periodo de inducción, modificando su cinética y quizá la estructura de la especie sulfurante.
La adición creciente de polvo de caucho reduce ligeramente la variación del par de fuerzas de la curva de vulcanización, lo que parece indicar una ligera reducción de la densidad de entrecruzamiento de los compuestos de caucho. En el caso de la matriz elastomérica de SBR, se alcanza un plateau marchante que no afecta a las propiedades finales, pero puede ser una importante ventaja tecnológica para la vulcanización de grandes piezas de caucho, donde es necesario alargar los tiempos de vulcanización para alcanzar la densidad de entrecruzamiento adecuada sin provocar degradación y pérdida de propiedades en la superficie.
Por otro lado, los compuestos de caucho son capaces de admitir grandes cantidades de polvo de caucho reciclado, alcanzando un máximo en las propiedades mecánicas en los compuestos de SBR de 80 pcc. Su comportamiento en las propiedades mecánicas es similar a una carga semireforzante, provocando un incremento moderado de la dureza y módulos a tracción sin reducir la deformación a la rotura.
Sin embargo, posee ciertas peculiaridades que hacen recomendable su uso como un ingrediente adicional y no un sustituto de este tipo de cargas. Cabe destacar la mejora significativa de la resistencia al desgarro de la matriz de SBR derivado fundamentalmente del contenido de caucho natural (con capacidad de cristalizar inducido por deformación) y de la presencia de negro de carbono y sílice en su composición (figura 1).
Con el fin de obtener información sobre el efecto de la incorporación de polvo de caucho procedente del reciclado de NFVU en la durabilidad de los materiales de caucho (medido a través del envejecimiento acelerado de estos compuestos), se han seleccionado dos matrices características: el SBR (caucho de uso general de elevada reactividad y fácilmente oxidable) y el EPDM (caucho que contiene un bajo porcentaje de insaturaciones y que por tanto presenta una elevada resistencia a la intemperie, a la oxidación y al envejecimiento), sometiéndolas a un proceso de envejecimiento acelerado a 70 ºC durante 72 horas.
El comportamiento de los materiales que contenían polvo de caucho de NFVU fue comparado con el mostrado por la matriz elastomérica y por un compuesto reforzado con negro de carbono. En vista de los resultados obtenidos, es posible afirmar que la adición de polvo de caucho de NFVU no ejerce un efecto significativo sobre el envejecimiento de estas matrices, si bien es cierto que son compuestos de caucho muy simplificados en los que no se ha introducido un sistema de protección con antidegradantes adecuados.
Además, se concluye que la disminución del tamaño de partícula incrementa el efecto semi-reforzante del caucho de NFVU, ya que se incrementan ligeramente, aunque de manera sistemática, la dureza y los módulos al 50 % y 100 % de deformación a medida que disminuye el tamaño. De igual forma, se observa una mejora moderada de la resistencia al desgarro, de los módulos al 300 % de deformación y un incremento significativo de la tensión a rotura.
Finalmente, se ha demostrado que el polvo de caucho procedente del NFVU, a pesar de ser una materia prima secundaria heterogénea y compleja en su composición, es capaz de generar compuestos de caucho reproducibles y con poca variabilidad en sus propiedades.
Se recogen casos prácticos de compuestos de SBR, NR y EPDM, donde se compara el efecto de la adición de polvo de caucho procedente de NFVU con el efecto producido por una carga semireforzante conocida en la industria del caucho como el negro de carbono (grado N772). Sin embargo, para realizar una comparativa adecuada entre las diferentes muestras empleadas, es necesario conocer qué estamos introduciendo en cada uno de los compuestos de caucho cuando añadimos una cierta cantidad de polvo de caucho procedente de NFVU.
20 al 22 de septiembre
JORNADAS RECICLAJE III Jornadas Latinoamericanas de Reciclaje de Neumáticos
Centro de Convenciones NOS, PUCP, Lima, Perú.
En este sentido y atendiendo a los resultados del análisis de la composición obtenidos a partir de los análisis termogravimétricos (TGA), los 60 pcc de polvo de caucho incorporados a las diferentes matrices elastoméricas están compuestos aproximadamente por: 3 g de aceites y sustancias volátiles, 35 g de una mezcla de cauchos (NR, SBR y BR fundamentalmente), 18 g de una mezcla de negros de carbono (procedentes de las diferentes partes del neumático) y 4 g de residuos inorgánicos (fundamentalmente ZnO y sílices) que en este caso también se consideran cargas.
Por tanto, teniendo en cuenta la composición del polvo de caucho, es posible reagrupar la formulación de los compuestos de caucho donde se ha incorporado, observando dos importantes factores:
• La fracción de cargas incorporadas es muy inferior a lo asumido cuando se considera que todo el polvo de caucho se comporta como tal, ya que únicamente el 37 % del polvo de caucho incorporado a la matriz elastomérica se comportaría como elementos reforzantes.
• Aproximadamente el 58 % del polvo de NFVU es caucho entrecruzado que se incorpora a la matriz elastomérica. Por tanto, si asumimos como fracción total de caucho la suma de ambas contribuciones (matriz virgen junto con matriz procedente del polvo de caucho), esto provoca un importante efecto diluyente en el sistema de vulcanización, en el sistema de reforzamiento y en el sistema de protección (antidegradantes) incorporados a la fórmula original que debe tenerse en cuenta y corregirse.
A través de este estudio, es posible establecer los siguientes resultados generales obtenidos del análisis de los tres casos prácticos:
En primer lugar, la adición de polvo de caucho procedente de NFVU tiene una significativa influencia sobre la reacción de vulcanización, provocando una importante reducción en el tiempo de prevulcanización y en el tiempo óptimo de vulcanización de los compuestos estudiados Normalmente, este tiempo depende del sistema de vulcanización empleado y de la matriz elastomérica.
Un claro ejemplo de esta premisa puede observarse a lo largo de este documento, donde utilizando el mismo sistema de vulcanización se obtienen diferentes tiempos de prevulcanización para las tres matrices estudiadas (SBR, NR, EPDM). El caucho natural es la matriz que presenta menor tiempo de prevulcanización (aproximadamente 4 minutos), ya que es la más reactiva de todas (inducida también por la presencia de los fosfolípidos y proteínas en su composición). A continuación, el SBR (10 minutos) y para finalizar el EPDM (15 minutos). Este último presenta un menor número de dobles enlaces, por tanto, una menor reactividad.
La adición de otros componentes como, por ejemplo, el negro de carbono, varía el tiempo de prevulcanización en función de su tipo (área superficial, estructura y química superficial) y su proporción en el compuesto, siendo su efecto diferente dependiendo del tipo de matriz elastomérica.
Sin embargo, en el caso de los compuestos que contienen polvo de caucho de NFVU, todos ellos presentan un tiempo de prevulcanización fijo y próximo a los 2,5 minutos, independientemente del tipo de matriz elastomérica empleada (SBR, NR o EPDM), el tipo de polvo de NFVU empleado (diferente origen, granulometría y tipo de molienda) o su proporción en el compuesto.
Es decir, el tiempo requerido para la formación de la especie sulfurante activa, su posterior transferencia y reacción con la matriz elastomérica, está completamente dominada por la presencia de caucho de NFVU en el compuesto, para los casos estudiados en el documento.
A pesar de que esta reacción se acelera debido a la incorporación de polvo de caucho, la reacción de entrecruzamiento es menos eficiente, tal y como puede observarse en el par de fuerzas máximo alcanzado. Esto se debe a la reducción de la densidad de entrecruzamientos.
A tenor de los resultados, la presencia de polvo de caucho de NFVU domina la química de los acelerantes, posee una significativa influencia en la eficiencia de la química de los entrecruzamientos (vulcanización) y parece que tiene un mínimo efecto sobre la química tras la vulcanización. Esto se debe a que una vez alcanzado el valor máximo del par de fuerzas se consigue: alcanzar un plateau estable con el tiempo en el caso del EPDM, un plateau marchante en el caso del SBR y una clara reversión en el caso del NR.
Con respecto a las propiedades físicas, es posible concluir que el polvo de caucho de NFVU presenta un comportamiento semi-reforzante en las matrices de SBR y EPDM, que varía ligeramente en función de la matriz elastomérica que se utilice, igualando o incluso mejorando el comportamiento de una fracción equivalente de negro de carbono N772. Es importante destacar la mejora considerable de la resistencia al desgarro que supone la adición de caucho reciclado procedente de NFVU, derivado fundamentalmente de la presencia de caucho natural en su composición. Sin embargo, este efecto positivo no es reproducible en matrices de caucho natural, un elastómero autoreforzante, debido su capacidad de cristalizar inducido por deformación.
A continuación, se realiza un resumen de la variación de las propiedades físicas de los compuestos con polvo de caucho en comparación con (I) la matriz de referencia sin cargas (tabla 1) y (II) un compuesto con una cantidad de negro de carbono N772 equivalente (tabla 2).
Dureza Shore A (15 s)
Módulo 50, MPa =
Módulo 100, MPa =
Tensión a rotura, MPa =
Alargamiento a rotura, %
Resistencia al desgarro, kN/m
Tabla 1. Evaluación de las propiedades físicas de compuestos con 60 pcc de caucho reciclado (550 µm) con respecto a la matriz de referencia sin cargas (con el mismo de sistema de vulcanización incorporado).
Propiedad física SBR NR EPDM
Dureza Shore A (15 s) = =
Módulo 50, MPa =
Módulo 100, MPa =
Tensión a rotura, MPa
Alargamiento a rotura, % =
Resistencia al desgarro, kN/m
Tabla 2. Evaluación de las propiedades físicas de compuestos con 60 pcc de caucho reciclado (550 µm) con respecto a un compuesto equivalente reforzado con 20 pcc de negro de carbono N772 (con el mismo de sistema de vulcanización incorporado).
En este trabajo se presenta una guía que pretende ser una herramienta de trabajo destinada a especialistas de la tecnología del caucho donde se han recogido todos los aspectos a tener en cuenta en el uso de caucho reciclado procedente de neumáticos en compuestos de caucho para diversas aplicaciones. Para ello es esencial conocer la composición, morfología o estructura de red de entrecruzamientos de las partículas de caucho reciclado, permitiendo establecer una relación más directa con las prestaciones y propiedades de los productos finales donde se empleen.
20 al 22 de septiembre Centro de Convenciones NOS, PUCP, Lima,
Es importante tener en cuenta que el polvo/ granulado de caucho de NFVU es una nueva materia prima secundaria para el diseño y fabricación de compuestos de caucho, que puede tener un importante impacto económico y técnico, además de contribuir a la economía circular y la sostenibilidad de este sector
Se trata de un ingrediente totalmente diferente a cualquier otro empleado hasta ahora en la industria del caucho, por tanto, no debe utilizarse como sustituto ni de la matriz elastomérica ni de cargas en las mezclas de caucho. El caucho de NFVU se presenta como un nuevo ingrediente para la industria del caucho que puede ser empleado de diferentes formas:
• Sinterizado: ingrediente único o principal, en el caso de que se mezcle con algún sistema de vulcanización, para la fabricación de piezas o productos sinterizados, de una manera directa y fácilmente industrializable en aplicaciones donde las prestaciones mecánicas no sean demasiado exigentes.
• Aditivo: como aditivo en compuestos de caucho que se comportan en algunos aspectos de una forma parecida a una carga semi-reforzante, la cual mejora determinadas propiedades donde es importante tener en cuenta los siguientes factores:
a) Contenido de caucho reciclado: por lo general, los compuestos de caucho son capaces de admitir grandes cantidades de polvo de caucho procedente de NFVU (en algunos casos hasta 80 pcc) a través de los procesos de mezclado y transformación convencionales. Esta elevada fracción de caucho reciclado no solo genera un importante ahorro económico (por el ahorro de materias primas), sino que, en determinados casos, también provoca un incremento moderado de la dureza y módulos a tracción mejorando notablemente la resistencia al desgarro.
b) Tamaño de las partículas de caucho reciclado: las mejores propiedades finales se obtienen con caucho reciclado de menor tamaño de partícula y mayor superficie específica, encontrando también ligeras diferencias derivadas de su morfología.
c) Efecto en la reacción de vulcanización: las partículas de caucho de NFVU poseen gran cantidad de compuestos en su interior procedentes de los ingredientes presentes en las diferentes partes que componen los neumáticos, además de los subproductos de la reacción de vulcanización inicial, entre otros. Esto implica que se modifique la reacción de vulcanización de los compuestos donde se incorporan, debido a diferentes procesos de migración, reduciendo sustancialmente la densidad de entrecruzamientos de la matriz. Este mecanismo reduce las propiedades a tracción de los compuestos, pero se puede corregir reformulando el sistema de vulcanización. De la misma manera, se puede compensar y optimizar el efecto sobre el sistema de reforzamiento (dilución de la fracción de cargas) y sistema de protección (antioxidante y antiozonante) que mejora la durabilidad de los compuestos de caucho.
d) La adición de polvo de caucho de NFVU no ejerce un efecto significativo sobre el envejecimiento de las matrices elastoméricas. Sin embargo, cuando se diseñe cada compuesto en particular, será necesario optimizar el sistema de protección, ya que hay que tener en cuenta que se está introduciendo una importante fracción de caucho sensible a la oxidación. Por lo tanto, se va a producir un efecto diluyente que es necesario compensar.
e) Finalmente, es importante decir que el caucho procedente del reciclado del NFVU, a pesar de ser una materia prima secundaria heterogénea y compleja en su composición procedente del reciclado de los NFVU, es capaz de generar productos de caucho reproducibles y con poca variabilidad en sus propiedades ■
Los datos científicos nos muestran que hemos generado un impacto sin precedentes en el medio ambiente y que no hemos logrado desvincular el crecimiento económico de la degradación de la naturaleza. A nivel global, vivimos como si tuviéramos 1,75 planetas disponibles y se estima que la población mundial alcanzará los 10.000 millones de habitantes para el año 2050, lo que requeriría recursos naturales equivalentes a casi 3 planetas para mantener los estilos de vida actuales.

La economía circular ofrece una respuesta sistémica y pragmática a los desafíos de recursos limitados a nivel global. Es un enfoque que puede generar beneficios económicos, sociales y ambientales mayores que el modelo económico lineal. Por ello, Naciones Unidas propone el objetivo de desarrollo sostenible número 12, el cual busca cambiar el modelo actual de producción y consumo para lograr una gestión más eficiente de los recursos naturales.
Cristhian Abanto (PE)
COLUMNISTA Ingeniero Ambiental (Universidad Nacional Agraria La Molina).
COORDINADORA Presidente de Jomsalva SA. Directora del Comité de Sustentabilidad (SLTC). pmalnati@jomsalva.com

Patricia Malnati (ARG)
Para transitar a modelos productivos basados en la economía circular, el reciclaje y las sinergias industriales se han vuelto fundamentales, no solo por su impacto ambiental, sino también debido a su potencial de aumentar la competitividad de las empresas. Este potencial económico proviene de mayores ingresos derivados de las actividades circulares emergentes y de la reducción de los costos de producción mediante la utilización de materias primas secundarias.
En la actualidad, el enfoque del reciclaje se centra en el aprovechamiento de residuos y materiales de descarte reintroduciendo los materiales en nuevos ciclos de producción. En el sector de manufactura, un ejemplo de avance importante ha sido la publicación del DS Nº 003-2020-PRODUCE en Perú, el cual aprueba una hoja de ruta hacia una economía circular en el sector industrial, que establece acciones para orientar la transición de la misma hacia un modelo más sostenible.
20 al 22 de septiembre
Centro de Convenciones NOS, PUCP, Lima, Perú.
RECICLAJE III Jornadas Latinoamericanas de Reciclaje de Neumáticos
Sinergias entre un mismo sector
Ejemplo: Manufactura - Manufactura
De
Sinergias entre diferentes sectores
Ejemplo: Manufactura - Agricultura
Pesca - Manufactura
De
El intercambio de residuos y el reemplazo de materias primas ofrecen oportunidades prometedoras en el camino hacia una economía más sostenible. A través de este intercambio, se pueden reducir la dependencia de las materias primas vírgenes y minimizar la generación de residuos.
Esta actitud colaborativa se conoce como ecología industrial y considera la producción como un ecosistema de colaboraciones y sinergias, donde el intercambio de servicios, recursos y materiales entre industrias agrega valor, reduce costos y obtiene beneficios ambientales, como evitar la disposición final de materiales que aún pueden generar valor económico.
Por ejemplo, una empresa alimentaria que genera residuos orgánicos podría establecer acuerdos con una empresa agrícola para proporcionar estos residuos como insumo para la producción de fertilizantes orgánicos y mejoradores de suelo.
El intercambio de residuos y el reemplazo de materias primas ofrecen oportunidades prometedoras en el camino hacia una economía más sostenible.
Asimismo, existen programas para generar parques ecoindustriales (empresas que comparten una propiedad común) o zonas industriales (empresas que no comparten una propiedad común. Nuevamente, Perú no es ajeno a estas iniciativas que buscan establecer sinergias industriales.
Para lograr estas sinergias, se requieren principalmente dos condiciones:
i) Condiciones tecnológicas de innovación e investigación, así como infraestructura que facilite la implementación a gran escala de soluciones específicas que conviertan el aprovechamiento de residuos o materiales recuperados en nuevas cadenas productivas o procesos con bajo costo y alto rendimiento.

ii) Voluntad empresarial para buscar estas oportunidades de colaboración y simbiosis, donde todas las partes obtengan beneficios al alcanzar un objetivo común que combine aspectos económicos y la sostenibilidad de sus operaciones.
Buscar opciones colaborativas entre empresas del mismo sector, empresas en una misma área de influencia o empresas dentro de un mismo sistema productivo -que puedan aprovechar entre sí los residuos como insumo o materia prima- tiene
el potencial no solo de reducir los costos de producción y disposición, sino también de generar nuevos mercados o modelos de negocio.
Además, generan valor agregado que se traduce en ventas efectivas y un beneficio económico en común. Muchas empresas ya han descubierto el alto valor y las ventajas de demostrar su esfuerzo colaborativo.
La economía circular no solo se aplica dentro de una compañía, sino que puede extenderse hacia la cadena de valor y empresas de otros sectores. El avance en generar las condiciones necesarias para el establecimiento de sinergias industriales está ocurriendo a un ritmo cada vez mayor.
Sin embargo, la voluntad de buscar estas colaboraciones aún recae principalmente en el sector privado, que se está sumando a la carrera hacia la descarbonización y la disociación del modelo de desarrollo económico lineal, tomando un rol proactivo en establecer nuevas conversaciones y colaboraciones hacia la producción sostenible. ■

Allen Jonathan Román (USA)
Este artículo forma parte de una serie de 5 artículos que explican cómo los métodos computacionales, como el aprendizaje de máquina, pueden utilizarse para optimizar el proceso de formulación para obtener propiedades específicas. El artículo número 1 explica la introducción y los métodos experimentales utilizados en el estudio, el 2 explica los métodos computacionales utilizados, el 3 describe los resultados experimentales, el 4 (el presente artículo) repasa los resultados computacionales y el 5 informa sobre cómo se pueden aplicar estos métodos para la ingeniería inversa de materiales.
En esta parte se explican los resultados extraídos de todas las metodologías de predicción empleadas en este estudio, que incluyen la regresión lineal,
Julio C. Rodríguez (COL)
jcero@soanlaboratorios.com
Tim A. Osswald (USA/COL)
ajroman@wisc.edu tosswald@wisc.edu
Shiyi Qin (CHI) sqin34@wisc.edu
Leonardo D. González gonzlezchvez@wisc.edu
Victor M. Zavala (MEX) victor.zavala@wisc.edu
el método de superficie de respuesta, las redes neuronales artificiales y la regresión del proceso gaussiano. A continuación, describiremos los resultados computacionales, mientras que las precisiones se explican para cada una de las propiedades de los materiales.

1.1. Resultados de la predicción del método de superficie de respuesta (RSM)
Cada respuesta de salida tiene su respectiva ecuación del modelo, como se ve en la tabla 1, donde cada coeficiente describe el nivel de influencia que tiene cada parámetro lineal, cuadrático y de interacción en el rendimiento del sistema.
Optimización de las mezclas de caucho natural mediante la modelización basada en datos: materiales y métodos
Con la dureza y durante la relajación están estrechamente interrelacionadas con la rigidez del material, una propiedad transitoria. Los modelos para ambas respuestas alcanzan altas precisiones de predicción en comparación con las otras dos propiedades viscoelásticas en las que se caracteriza el comportamiento dependiente de la escala de tiempo.
El modelo RSM creado a partir de sólo 11 mezclas da como resultado un promedio de R de predicción² de 0.89, y al comparar la proximidad de cada R² dentro de cada modelo respectivo, es evidente que no se está produciendo un sobreajuste en este modelo dado que no hay una gran variación entre los tres valores de R².
La estandarización de los coeficientes permite la configuración del diagrama de Pareto de los efectos estandarizados, donde las figuras 1-4 muestran el diagrama de Pareto para cada respuesta de salida respectiva dentro de este estudio. A, B y C representan toda una variable controlable (factores), como se ve en la leyenda a la derecha de cada diagrama de Pareto.
Un término lineal dentro del gráfico sólo incluye un factor, como A, que representa el término lineal del azufre. Un término cuadrático incluye dos factores, como AA, y un término de interacción dentro del gráfico se muestra con dos factores diferentes, como AB, que describe la interacción entre el azufre y el aceite de parafina.
Figura 1. Gráfico de Pareto de los efectos normalizados para la lectura del durómetro.
Revista SLTCaucho | Industria y Tecnología en América Latina
Los diagramas de Pareto para y la dureza muestran que el aceite de parafina tiene la mayor influencia en la respuesta de salida y que la respuesta debería seguir de cerca una tendencia lineal ya que los términos más grandes sólo tienen un factor. Observando los diagramas de Pareto para y tan δ ambos muestran la complejidad del modelo, ya que dos de los términos más influyentes son cuadráticos. RSM sugiere que, si el coeficiente del término cuadrático es significativo, se puede concluir que la relación entre ambas variables controlables sigue de cerca una respuesta curva. Esta afirmación se apoya en la figura 5, donde la relación del azufre con no sigue una tendencia lineal, sino más bien una curva asintótica.
1.2. Resultados de la predicción de la red neuronal artificial (ANN)
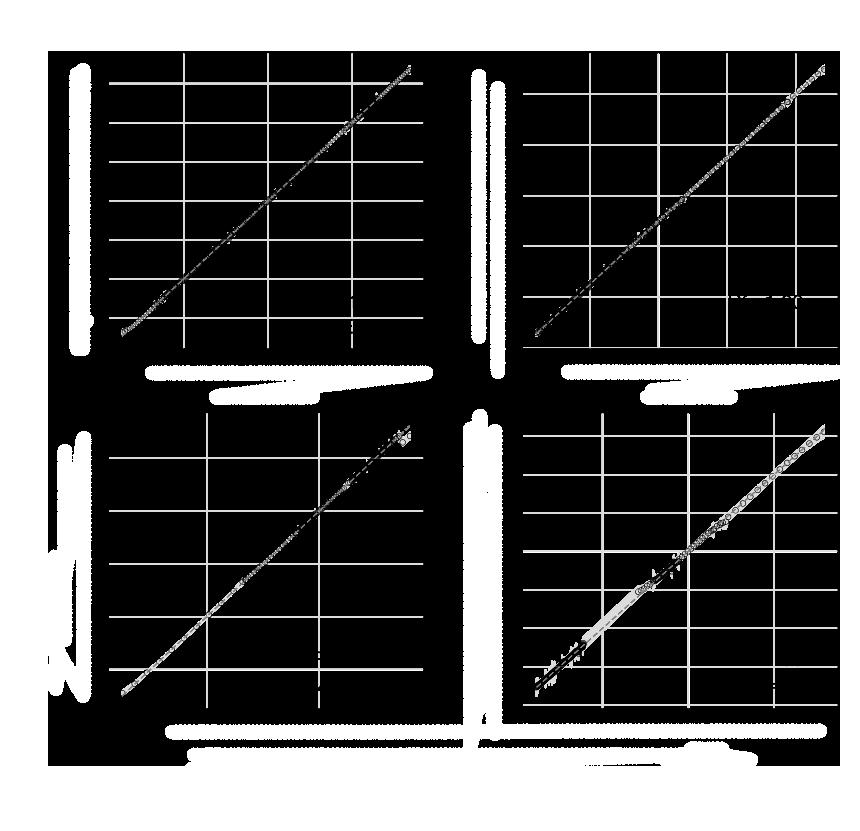
Las arquitecturas ANN finales seleccionadas se resumen en la tabla 2, y los gráficos de paridad de los valores experimentales y predichos de la validación cruzada de 5 veces se ilustran en la figura 6. Para cada una de las cuatro propiedades de los materiales, el valor de R² aumentó en comparación con la línea de base de la regresión lineal (LR).
Figura 2. El diagrama de Pareto de los efectos estandarizados para . Figura 4. El diagrama de Pareto de los efectos estandarizados para tan δ Figura 3. El diagrama de Pareto de los efectos estandarizados para .Cabe destacar que una arquitectura ANN simple tiene la capacidad de captar la correlación materialpropiedad pertinente al contenido de la mezcla de caucho, especialmente para y tan δ cuyas funciones subyacentes son más no lineales, como sugieren las mejoras significativas de ambas. En comparación con la RSM, los resultados de ANN también mostraron mejoras en las precisiones de predicción para y tan δ. Esto confirma de nuevo que y tan δ se beneficiarían de un enfoque de modelado más no lineal.
Aunque la arquitectura de ANN seleccionada para se comportó ligeramente peor que RSM, algunas de las arquitecturas más complejas (con más de 1000 parámetros) probadas pudieron alcanzar un valor de R² comparable. Sin embargo, para evitar el sobreentrenamiento, se aprovechó la complejidad y la precisión del modelo durante el proceso de selección del mismo. La tabla 2. siguiente muestra la capacidad de predicción de la ANN.
32

Una vez desarrollados los modelos, el análisis de sensibilidad se realizó tanto en la línea de base de la regresión lineal como en las ANN. En el caso de las regresiones lineales, los gradientes fueron simplemente los pesos, y en el caso de las ANN, los gradientes se obtuvieron a partir de la retropropagación. La figura 7 muestra los gradientes promediados de los pliegues individuales de validación cruzada. En general, los gradientes de los modelos LR y ANN tienen la misma tendencia, excepto para donde el contenido de aceite de parafina tiene un gradiente positivo en LR, pero negativo en ANN. El análisis RSM también sugiere un gradiente negativo, lo que corrobora la teoría de la relajación, ya que el plastificante aumenta el volumen libre entre las moléculas de caucho, facilitando aún más la relajación a medida que se aumenta el contenido de plastificante.




Los gráficos de paridad para el GPR se ilustran en la figura 8, y la región sombreada sugiere los límites de los intervalos de confianza del 95 % (obtenidos por 1,96 desviaciones estándar dadas por la predicción del GPR). Para cada una de las cuatro propiedades del material, el valor de R² aumentó significativamente en comparación con todos los métodos anteriores, y las incertidumbres son pequeñas en las regiones donde los datos experimentales son abundantes.
A pesar de la capacidad de hacer predicciones con incertidumbre, es difícil obtener conocimientos físicos a partir del GPR debido a su naturaleza no paramétrica. Sin embargo, dada la alta precisión de la validación cruzada, la GPR podría utilizarse potencialmente para generar datos sintéticos para el algoritmo de optimización bayesiano que pretende encontrar el contenido óptimo de la mezcla.■

Esta nueva sección rescata trabajos muy importantes publicados hace más de 25 años, los que, por su naturaleza, cuentan con total vigencia en la actualidad.
Artículo extraído de "Informaciones Bayer para la industria del caucho", N° 41, 01/08/68
Autor: Dr. Theo Kempermann
Sobre el problema de lograr una adecuada definición del tiempo final de vulcanización (tiempo de calefacción final) en las mezclas de técnicas de caucho, se han llevado a cabo una serie de consideraciones. Desgraciadamente, no es posible ni fácil dar una definición uniforme aplicable para cada uno de los casos en particular. Como es sabido, los diversos criterios de calidad de un vulcanizado (propiedades de resistencia, elásticas, y/o de deformación, entre otras) no alcanzan su óptimo al mismo tiempo.
Como ejemplo especialmente relevante, mencionaremos la resistencia al desgarro progresivo y la deformación remanente por compresión Cuando la primera alcanza su óptimo, la última es todavía bastante desfavorable y solamente por una vulcanización más prolongada llega a alcanzar el grado deseado.
En consecuencia, con las fórmulas técnicas, la determinación del tiempo de vulcanización necesario debe elegirse según las propiedades que se desea optimizar y según aquellas en las que puede tolerarse una divergencia del óptimo. Esto no puede definirse de forma general debido a las diversas formas y espesores de los artículos de caucho.
Existen, sin embargo, casos en los que es posible una correcta definición del tiempo de vulcanización final, por ejemplo en la comparación de diferentes sistemas de vulcanización (acelerantes) en una fórmula básica. Si por ejemplo, solamente se desea saber si el sistema a trabaja más rápido o más lentamente que el sistema b, puede considerarse entonces el curso del valor de tensión como medida para la actividad, adoptando en consecuencia una serie de diversos sistemas por lo que concierne a su velocidad.

Por lo tanto, en una primera aproximación puede suponerse que este orden se mantiene cuando el sistema se emplea en la práctica y cuando hay que tener en cuenta otras propiedades mecánicas y no solamente el módulo, como lo son la elasticidad, la resistencia a la rotura por tracción, etc.
El módulo (propiedad de deformación) se tomó como base para las siguientes consideraciones porque es relativamente exacto y fácil de medir. Para apreciar el tiempo de vulcanización final pudo recurrirse también a otra propiedad, por ejemplo, compression set (deformación remanente por compresión) o a la diferencia de las durezas Shore A tanto a temperatura ambiente como a temperatura elevada. No obstante, utilizando estas propiedades mecánicas se llegaría a obtener una escasa diferenciación de los valores obtenidos para el tiempo de vulcanización total.
De hecho, los aparatos para a la determinación rápida del curso de la vulcanización (vulcámetro, reómetro) se basan igualmente en la apreciación de la modificación de las propiedades de deformación de la mezcla, a pesar de que aquí no se mide el módulo de tracción, sino el módulo de cizallamiento o de torsión. Las siguientes consideraciones pueden aplicarse tanto a las curvas obtenidas con los mencionados aparatos como a una curva de módulotiempo de vulcanización alcanzada por medio de vulcanizaciones por fases (característica del módulo).
El problema consiste entonces en saber qué punto de la característica del módulo tiene que ser fijado como tiempo de vulcanización final, es decir, hasta qué módulo tiene que proseguirse la vulcanización. Una definición adecuada o los métodos de determinación tienen que cumplir con las siguientes exigencias:
1.1. La definición tiene que ser de aplicación general. Esta exigencia contiene la dificultad principal. En la gran mayoría de los casos, la característica del módulo puede ordenarse dentro de estos tres tipos de curvas:
I. La característica del módulo recorre un máximo.
II. Se acerca hacia un valor límite.
III. Asciende al principio rápidamente, forma un recodo y asciende luego de nuevo lentamente.
El caso mencionado en último lugar es designado como característica creciente del módulo. Se presenta sobre todo en mezclas a base de tipos de caucho sintético (por ejemplo: SBR, NBR, CR y EPDM). En el caso I y II, la fijación de una definición es posible de forma relativamente sencilla, mientras que en el caso III no lo es.
Una definición del tiempo de vulcanización final que se ha hecho ya usual es la siguiente: se busca aquel punto o valor de abscisa que corresponde a un módulo máximo alcanzable del 90 %. Este valor de abscisa se define como tiempo de vulcanización final.
El método es utilizable, pero abarca solamente los casos I y Il (figura 1). No así para el caso III. El fin de nuestras consideraciones tiene que ser el generalizar este método de tal modo que también sea aplicable para el caso III. Para ello debemos considerar lo siguiente:
1.2. La definición tiene que ser clara y precisa.
1.3. El método de determinación tiene que ser fácilmente derivable de la característica del módulo (sin cálculos complicados ni gráficos).
1.4. El método de determinación tiene que ser adecuado a las exigencias de la práctica, es decir, tiene que dar valores que representen un compromiso razonable entre diversas exigencias opuestas entre sí. Por un lado, el aprovechamiento máximo del sistema reticulante, lo que exige tiempos de vulcanización relativamente prolongados. Por otro, el ahorro máximo de tiempo o aprovechamiento de las instalaciones de la fábrica (lo que conduciría a tiempos de vulcanización relativamente cortos).
Esta exigencia se basa sencillamente en el hecho de que, por regla general, los valores límite del módulo son alcanzados muy tarde o solamente asintóticamente (caso Il). En consecuencia, en la práctica se vulcaniza hasta un punto anterior al valor límite (punto A en la figura 1). Para ello se necesita contar con una adecuada definición del tiempo de vulcanización.
1.5. El método de determinación para dos curvas de módulo-tiempo, cuyos valores de ordenadas se diferencian solamente en un factor fijo, debe dar en cada caso el mismo tiempo de vulcanización final. Si se cumple con esta condición, entonces pueden compararse entre sí aquellos sistemas de vulcanización, en lo que concierne al tiempo de vulcanización final que rinden a diversos grados de reticulación.
La figura 2 muestra dos curvas de vulcanización diferentes, las cuales alcanzan al mismo tiempo su valor final de reticulación, pero que dan grados de reticulación diferentes. En el caso de este esquema todos los valores de ordenadas se diferencian por el mismo factor: el 2.
La definición exigida tiene la propiedad de dar, para los tiempos de vulcanización final de ambas curvas M (t) y M' (t), el mismo valor. De lo contrario, habría que alcanzar mediante una variación de la dosis siempre el mismo grado de reticulación final (en la medida de lo posible), lo que sería muy complicado. El método arriba mencionado para la vulcanización final hasta un 90 % del volumen máximo satisface esta exigencia
2.1. En la práctica, se sigue muchas veces este procedimiento: se vulcaniza durante el tiempo que sea necesario hasta lograr un módulo determinado, previamente fijado (por ejemplo, M³00 = 100 kp cm²). Sin embargo, este procedimiento no es completamente satisfactorio debido a que la exigencia 1.5 no es satisfecha.
2.2. Por otro lado, los tres tipos de curvas mencionados I, II y III tienen en común en su trazado, el recodo. De aquí, se podría tratar de deducir una definición del tiempo de vulcanización final, determinando el lugar de mayor y más intensa curvatura como punto característico de la curva del módulo en función del tiempo.
Frecuentemente, el círculo de curvatura que puede llamarse recodo toca la curva, no solamente en un punto, sino en un trecho parcial más o menos prolongado. De forma que, por el tiempo de vulcanización, no puede indicarse como puntiforme sino solo como un sector limitado más o menos difuso. Así pues, la exigencia 2 no es siempre satisfecha. Sobre todo, si se tiene un recodo en forma bastante "plana”. Más allá de la limitación indicada, el procedimiento es aplicación casi universal.
2.3. Deben desestimarse todos aquellos métodos que de cualquier manera trabajan con un punto final de la vulcanización escalonada. Por ejemplo, el procedimiento descrito por Schades. La elección de este punto final es, por una parte, completamente arbitrario. Pero influye, por otra, en el resultado final. Es decir, afecta el valor numérico del tiempo de vulcanización final.
El procedimiento no puede continuar siendo considerado aquí. Tampoco se llega a resultados adecuados, cuando en lugar de un punto final de la función del módulo M (t) (M = módulo, t = tiempo) se trata de fijar uno de la primera sección: (d M (t)/dt. En general, no es entonces satisfecha la exigencia 1.4.
2.4. Mencionaremos todavía que todas las curvas de módulo-tiempo aquí discutidas, poseen un punto para el cual es válido (d³ M (t))/(dt³) = 0.
Este punto se encuentra para la curva III de la figura 1, aproximadamente en H. El correspondiente tiempo de vulcanización final tuvo que ser determinado por cálculo, lo que en principio es posible, suponiendo que se conozcan muy exactamente los diversos puntos de la característica del módulo. La magnitud de los cálculos a realizar seria, sin embargo, muy notable.
La función M (t), que debería determinarse con el calculador electrónico, tendría que ser superior al tercer grado, debido que, para una función de tercer grado, la tercera sección constituye ya una constante.
2.5. El método de la vulcanización final hasta un 90 % del volumen total ya se mencionó anteriormente. Esto no es utilizable con una característica de módulo creciente. Se llega así a la conclusión de que los métodos mencionados en los puntos 1 a 5, no son satisfactorios o no se pueden satisfacer en todos los casos.
PROPUESTA DE UNA NUEVA DEFINICIÓN: MÉTODO DE TANGENTES
Suponiendo que la línea b de la característica del módulo sea completamente lineal o aproximadamente lineal (figura 3), se propone un nuevo procedimiento para fijar el tiempo de vulcanización final aplicable también para el caso III: el llamado método de tangentes
En este caso, se procede de la siguiente forma: se prolonga la línea b en dirección a tiempos de vulcanización más cortos y se traza luego la tangente hasta la línea a, a través del punto de inflexión de la característica del módulo.
El punto de inflexión de las tangentes (C) es el punto de partida para la fijación del tiempo de vulcanización final. Del módulo que pertenece a C se toma 90 % y se busca el punto correspondiente de la característica del módulo. Este punto corresponde en la abscisa al tiempo de vulcanización final buscado, como se representa en la figura 3
Se propone un nuevo procedimiento para fijar el tiempo de vulcanización final : el llamado método de tangentes.
Revista SLTCaucho | Industria y Tecnología en América Latina
Módulo a 150 % de alargamiento
Figura 3. Característica del módulo débilmente ascendente. Fórmula básica:
+ 1,4 partes en peso Vulkacit Mercapto.
+ 1,0 parte en peso Vulkacit Thiuram MS. Tiempo de vulcanización final (143 °C): 20 minutos.
Figura 4. Característica del módulo de pronunciado ascenso. Fórmula básica:
+ 1,4 partes en peso de Vulkacit MOZ.
+ 1,0 parte en peso de Cumate. Tiempo de vulcanización final (143°C): 20 minutos.
Figura
Característica del módulo con máximo. Fórmula básica:
+ 1,6 partes en peso de Vulkacit Mercapto.
+ 1,8 partes en peso de Vulkacit MOZ.
+ 1,4 partes en peso de Vulkacit D.
+1,2 partes en peso de azufre.
Tiempo de vulcanización final (143 °C): 9,5 minutos.
+ 1,4 partes en peso de Vulkacit D M.
+ 1,0 parte en peso de Vulkacit D.
+1,2 partes en peso de azufre.
Tiempo de vulcanización final (143 °C): 12 minutos.
Si la tangente se encuentra por la línea b paralela a la abscisa, es decir, si existe una máximo (caso I) o un valor límite (caso II), sobra entonces manifiestamente el diseño de las tangentes en la línea a, y el tiempo de vulcanización final se encuentra igualmente, como se ha descrito más arriba para el método de la vulcanización final hasta un volumen del 90 %.
Ambos métodos de determinación son entonces idénticos en sus resultados para el tiempo de vulcanización final. Las figuras 3 a 6 muestran cómo se realiza prácticamente la construcción para los diversos tipos de una característica de módulo.
Puede verse que la descripción del procedimiento es más complicada que su aplicación práctica. Apenas si se tiene necesidad de más tiempo. Como es natural, la característica del módulo tiene que existir como dibujo. Este método puede emplearse igualmente sobre curvas de vulcámetro y reómetro automáticamente registradas.
En la figura 3 (corresponde al caso III) puede atribuirse a la línea a una reacción de reticulación rápida (reacción primaria) y a la línea b una reacción secundaria lenta. Una ordenación semejante es independiente de cómo se interpretan en particular estas reacciones, en el sentido de saber si la línea b debe considerarse como auténtica reticulación posterior o como ciclizado.
El recodo de la característica del módulo representa el intervalo de transición entre ambas reacciones. El valor de la ordenada del punto C es el módulo máximo lograble en la reacción primaria.
Podemos interpretar la construcción arriba indicada, de la forma siguiente: se vulcaniza el tiempo que sea necesario hasta que se ha logrado 90 % del módulo máximo alcanzable por medio de la reacción primaria. El tiempo determinado así es el tiempo de la vulcanización final.
La reticulación adicional que puede lograrse en sí, por medio de la reacción secundaria (línea b), no es aprovechada aquí. Esto corresponde al procedimiento seguido en la práctica, donde la reacción secundaria es igualmente despreciada. Esto se debe a que sería irracional, con objeto de obtener solamente un pequeño beneficio en el grado de reticulación, prolongar indebidamente la vulcanización. Este sucedería, por ejemplo, el caso de que la vulcanización pudiera interrumpirse solamente en el punto I (figura 3).
En el caso II (característica del módulo con valor límite) no existe ninguna reacción secundaria. En el caso I (característica de módulo con máximo), tiene lugar una reacción secundaria en sentido contrario (reversión). Aquí se pone en evidencia la importancia física de la construcción mencionada.
Hay que examinar si empleando este método se satisfacen todas las exigencias arriba impuestas. La exigencia 1 (posibilidad de aplicación general) ha sido igualmente satisfecha, aunque con dos excepciones o limitaciones:
Como ya se ha mencionado, el diagrama de tangentes mencionado no es realizable cuando la línea de curvas b diverge claramente de la linealidad. Eventualmente, será necesario proseguir entonces con la vulcanización, para poder reconocer el curso definitivo de la curva.
En casos determinados, por ejemplo, con las mezclas vulcanizadas con azufre a base de EPDM, la línea b asciende bastante empinada (figura 7). Con otras palabras, la velocidad de la reacción secundaria es tan grande que no puede despreciarse más. El empleo del método de tangentes daría valores de vulcanización final demasiado bajos, el sistema de reticulación sería poco eficiente en lo que concierne al grado de reticulación alcanzable. En este caso el diagrama de tangentes no es aprovechable.
Para determinar el tiempo de vulcanización final de una mezcla a base de la característica del módulo, se propone un diagrama sencillo: el método de tangentes. Con su ayuda, puede determinarse un tiempo de vulcanización final cuando se está en presencia de una característica del módulo ascendente.
Si se está en presencia de una característica del módulo con máximo o valor límite, el diagrama descrito pasa entonces a la valoración ya usual (vulcanización final hasta 90 % del volumen).
El método descrito se emplea sobre todo para la comparación de las velocidades de vulcanización final de diversos sistemas de vulcanización (sistema de acelerantes).
El método de vulcanización final hasta el recodo de la característica del módulo (punto 2.2) es aplicable todavía de modo general, pero aquí el tiempo de vulcanización viene frecuentemente definido de forma menos exacta. Si se tiene este hecho en cuenta, este método puede considerarse también como utilizable. ■

Reportaje como contraprestación de patrocinio oro de la SLTC.
Federico Esteban (F): - Hola Alberto, ¿cómo estás? Muchas gracias ante todo por sumarte a este ciclo de entrevistas que estamos realizando desde la revista de la SLTC donde repasamos un poco la historia de nuestros patrocinadores que nos han acompañado a lo largo de todos estos años. Lo primero que te quiero preguntar es en qué año y con qué objetivos nace Rubber Service.
Alberto Ramperti (A): - Rubber Service está cumpliendo en este mes de julio del 2023, 40 años Tanto mi socio Eduardo Ovejero, como yo, somos gente que antes de tener esta empresa hemos estado en la industria del caucho, o sea que no somos señores que hacen productos químicos para venderle al caucho, sino que somos caucheros que nos hicimos proveedores de materias primas. Conocemos la problemática, la mecánica y la forma de trabajar de la industria del caucho porque la vivimos nosotros mismos.
Alberto Lamperti (ARG)
ENTREVISTADO Socio y Gerente General de Rubber Service SRL.

ENTREVISTADOR
Federico Esteban (ARG) Responsable de comunicaciones SLTC.

F: - ¿Y en cuanto a los objetivos de su origen qué nos podés contar?

A: - El objetivo fue comenzar a fabricar auxiliares de procesos para la industria del caucho, ese era un momento en el que ya existían fábricas de auxiliares de procesos en Europa, pero todavía no habían comenzado a desarrollarse en Latinoamérica o habían muy pocos productores. Entonces vimos la posibilidad de entrar en lo que en ese momento era un nicho.
F: - Claro, al comienzo en Argentina, ¿cierto?
A: - Empezamos en Argentina. Hoy, después de 40 años, estamos trabajando en Argentina, Chile, Brasil, Venezuela, Costa Rica, EE.UU., Indonesia, Corea del Sur e incluso en Rusia
De la pasión por el caucho a la excelencia global: la historia de Rubber Service
Y si bien empezamos haciendo auxiliares de procesos en general para la industria, en los últimos años como consecuencia de inversiones y desarrollos, nos hemos volcado muy fuertemente a la industria de neumáticos. Hoy esta industria significa aproximadamente el 80 % de nuestro mercado
F: - ¿Cuáles han sido ya sea por avance, exploración de nuevas áreas de negocios y demás en estos 40 años, los principales logros que ha conseguido la compañía?
A: - Yo diría que el primer logro importante fue el haber desarrollado antiadherentes de Batch Off, que fundamentalmente son valorados por la industria de llantas y nos permitió en los primeros años de la empresa, comenzar a exportar y movernos en distintos países, siempre obviamente porque conseguimos el desarrollo de antiadherentes de Batch Off, producto muy valioso y de elevada relación costo-beneficio para los clientes. Esto fue valorado, primero por la industria de llantas y fue lo que a nosotros nos permitió una expansión internacional.
Luego, a medida que fueron pasando los años, aparecieron muchos fabricantes de auxiliares de procesos que fueron creciendo permanentemente.
Entonces, decidimos tratar de diferenciarnos de la mayoría y para eso, teníamos que hacer investigación y tener tecnología distinguida, lo cual era muy importante.
Por eso, hace aproximadamente 12 o 13 años compramos un RPA, un analizador reológico de procesos para la industria del caucho y con eso nos dedicamos a hacer investigación y desarrollo
Eso, gracias a Dios, nos cambió la mente, nos hizo entender muchos misterios de la industria del caucho y nos hizo empezar a trabajar fuertemente en un mercado que es muy importante: las bandas de rodamiento de cubiertas de camión y de cubiertas de automóvil.
Eso nos permite ser proveedores de industrias de neumáticos en la actualidad con productos que colaboran muchísimo a la optimización, tanto de las bandas de rodamiento como de sus procesos productivos. Esto ha hecho que entre los antiadherentes de Batch Off y agentes de dispersión hoy tengamos un 80 u 85 % de nuestro mercado en fábricas de neumáticos. Esos son los dos logros más importantes de nuestra empresa.
F: - ¿De acá a los próximos años cuáles son los objetivos en la empresa?
A: - Nosotros, los dos socios fundadores, ya tenemos 80 años y estamos prácticamente como asesores, pero la nueva generación tiene como proyecto la ampliación a una planta más grande, con mayor capacidad productiva para brindar el mejor servicio. Siempre siguiendo con la investigación y tratando de proporcionar nuevas soluciones.
Hay una cosa que tengo muy clara y es que hoy vas a encontrar que la mayor parte de la literatura técnica habla sobre nanocompuestos o sobre tecnologías amigables con el medio ambiente, y es cierto, estas son dos necesidades: los nanocompuestos son demasiado caros para usarlos, pero van a llegar, van a estar. Las tecnologías amigables son necesarias, sabemos que la contaminación que tenemos en el mundo cada vez es peor.
Pero sobre las tecnologías clásicas, aquellas que hacen a la productividad, a la producción con el menor scrap están un poco olvidadas en los medios de comunicación y medios tecnológicos.
Si mirás las próximas jornadas latinoamericanas hay mucho reciclable por ejemplo, y vas a encontrar trabajos sobre nanocompuestos. Pero las tecnologías con las cuales tiene que trabajar un empresario todos los días, se ven menos que antes. Ahí es donde nosotros estamos poniendo nuestros objetivos: detectar dónde se produce el problema y ofrecer la solución para que pueda disminuir el scrap y tener mayor beneficio.
F: - Es un tema muy interesante el que ponías en la mesa, el del cuidado del medio ambiente, donde todos los temas relativos, ya sea la sustentabilidad, el reciclaje y demás está acaparando cada vez más atención en las empresas e inclusive creo que es el desafío de cara a 2030. De hecho, los ODS, los Objetivos de Desarrollo Sostenible que plantea la ONU van en ese sentido y creo que es un tema que acapara mucha atención en todas las empresas.
A: - Sí es verdad, además es una necesidad. Algo en lo que tenemos que trabajar todos y encuadrarnos en normas como la ISO 14.001 para tratar de tener un mundo mejor y que sea sustentable en el tiempo, porque los niveles de contaminación son cada vez más grandes.
Yo no digo que sea incorrecto, simplemente estoy diciendo que originariamente abrías cualquier revista técnica para ver tecnologías que hacen a la producción y a la productividad, hoy es todo tema con el medio ambiente. Nos estamos olvidando de la PyME. Estas empresas no están pensando en el nanocompuesto todavía. Tienen que resolver su problema ambiental, pero además tienen que resolver su productividad y ser competitivas. La PyME de Latinoamérica tiene que poder desarrollarse tecnológicamente para ser competitiva en el mundo. Esta es una de las razones que generó el nacimiento de la SLTC
F: - Sabemos que Rubber Service es un integrante muy importante en la SLTC, pero Alberto Ramperti como persona también lo es. Por eso, quería preguntarte en líneas generales cuál es tu opinión sobre la SLTC.
A: - Es algo maravilloso. Soy socio fundador y al principio éramos muy pocos. Es un orgullo ver la cantidad de asociados y la comunicación que tenemos hoy. La función que cumple la SLTC se observa en todos los eventos internacionales, que cada vez tiene mayor gravitación con diferentes organismos de distintas partes del mundo
Así que ha sido un camino de 35 años atrás aproximadamente, ¿no? Es maravilloso. Con un crecimiento permanente.
F: - Exacto. Y también por el objetivo principal que reúne la SLTC de diseminar y difundir el conocimiento tecnológico, para hacer un poco más equiparable en los diferentes países y empresas ese avance que uno tanto estima.
A: - Bueno, vos fijate que a fines del siglo pasado se hablaba de la globalización. La globalización es un hecho, ya casi ni se habla de globalización, pero es un hecho. Lo que nosotros necesitábamos o pensábamos en ese momento era tratar de difundir los conocimientos necesarios para que las empresas latinoamericanas no perdieran posición respecto de las empresas de otras partes del mundo, que se pudieran defender y crecer.
Entonces a partir de ahí se empezó como una reunión de técnicos para hacer intercambio de información y después se acoplaron empresas, hasta lo que tenemos hoy que es maravilloso.
F: - Y una vez más vas a estar en una nueva edición de las jornadas, en este caso en Lima, Perú.
A: - Voy a estar en Lima, Perú. Estoy esperando que me acepten un trabajo muy interesante sobre cómo tener indicadores de la calidad de mezclado, esto es cómo optimizar el proceso de mezclado para tener menos scrap, producción más eficiente, más estable, etc.
F: - Excelente, Alberto. Te quería agradecer por tu tiempo, la calidad de las respuestas y por tu amabilidad. Esperamos encontrarte en Lima y obviamente, que sigan los éxitos tanto en Rubber Service como en la SLTC.
A: - Muchísimas gracias. Los éxitos de la SLTC ya están garantizados. ■







































Artículo técnico-comercial como contraprestación de patrocinio oro de la SLTC. Su contenido es responsabilidad del patrocinador.
En entregas anteriores hemos revisado la funcionalidad del azufre y de los aceleradores en el proceso de vulcanización del caucho.
El primero es el responsable de generar enlaces intermoleculares entre los polímeros presentes en la formulación para formar “redes” tridimensionales que le permitan al conjunto de cadenas poliméricas comportarse como si fueran una sola macromolécula.
Así, se desarrollan proporcionalmente las propiedades particulares de cada una de ellas, esto es, incrementando el comportamiento elástico y las propiedades mecánicas del compuesto vulcanizado y estableciendo al mismo tiempo un balance con su comportamiento viscoso.
Por otra parte, los acelerantes son responsables de incrementar la velocidad de las reacciones de curado, estableciendo un balance con la velocidad de inicio de dichas reacciones y el tiempo total de vulcanización.
Ing. Alejandro Esquivel de la Garza (MEX)

COLUMNISTA Especialista en polímeros, adhesivos y compuestos. aesquivel@quimicosypolimeros.com
En esta parte hablaremos sobre la naturaleza y funcionalidad de los productos químicos conocidos como activadores y retardantes
Los primeros, como su nombre lo indica, son sustancias que ayudan a hacer más eficiente el desempeño de los acelerantes, optimizando aún más los tiempos de curado. Por otro lado, los retardantes son productos químicos que retrasan el inicio de la reacción, extendiendo la seguridad durante el procesamiento y los tiempos para el flujo del compuesto dentro de la cavidad del molde o dentro de los equipos de extrusión. Ambos impactan directamente sobre la productividad de los procesos.
Normalmente, en el proceso de vulcanización se utiliza una combinación de activadores orgánicos con inorgánicos, pues se ha observado que con ello se alcanzan las propiedades óptimas de desempeño

de los compuestos elastoméricos vulcanizados con azufre. Los reactivos más utilizados son el ácido esteárico y el óxido de zinc (ZnO), así como el estearato de zinc.
Aunque los óxidos de plomo (PbO y Pb3O4) se desempeñan mejor que el ZnO para algunas aplicaciones, su uso se ha reducido significativamente pues generan sulfuro de plomo (color negro) produciendo un efecto manchante, y actualmente el contenido de plomo en los productos está legislado por sus efectos en la salud y el medio ambiente.
Actualmente existen dos tecnologías para producir el ZnO industrialmente. El primero es el método indirecto o “francés” (popularizado por Le Claire, Francia 1844), que utiliza zinc metálico como materia prima. El segundo es el método directo o “americano”, que utiliza compuestos de zinc, minerales o subproductos de fundición, por lo que normalmente se obtiene productos de mayor pureza con el primero de estos métodos, mientras que el segundo contiene contaminaciones de metales pesados como plomo, cadmio y/o hierro.
Por esta razón es muy importante utilizar el ZnO de alta pureza en compuestos claros o transparentes, ya que algunos de estos contaminantes pueden llegar a acentuar más los problemas de amarillamiento generados por otras causas.
El tamaño de partícula del óxido de zinc utilizado debe ser considerado para el diseño de la formulación, ya que a mayor tamaño de partícula (menor área superficial) se requiere mayor cantidad de este producto para un desempeño eficiente, por lo que cuando se fabrican partes transparentes o para contacto con alimentos se prefiere el uso de productos con tamaño de partícula pequeño para utilizar cantidades menores.
Aunque se ha demostrado que con cantidades tan pequeñas como 0.8 phr de ZnO (tamaño de partícula muy pequeño) ya se observa un efecto en la activación de la reacción de vulcanización, históricamente se han utilizado en rangos de 3 a 5 phr para obtener una total activación del compuesto. Recientemente hay una tendencia a reducir este rango de 2 a 4 phr.
Aunque para algunos aceleradores como el DPG el uso de ZnO no es indispensable para activar la reacción, la máxima eficiencia de vulcanización sólo se alcanza cuando el ZnO está presente en la reacción. El ácido graso utilizado en el proceso de vulcanización puede ser de origen animal o vegetal, y normalmente se prefieren con contenidos mínimos de 60 % de esteárico y 20 % de palmítico, con pequeñas cantidades de oleico y mirístico.
Algunas fuentes vegetales de ácido esteárico son el aceite de coco, de palma, de semilla de algodón, etc. Normalmente la selección del origen del ácido graso se relaciona con su composición.
El uso de ácidos grasos en la vulcanización con guanidinas retarda el proceso de vulcanización, aun cuando son usadas como acelerador secundario, y afectan severamente las propiedades mecánicas cuando se utiliza como acelerador primario por lo que regularmente no son implementados en este tipo de formulaciones.
Se debe evitar el uso de ácidos grasos con alto contenido de fracciones insaturadas, ya que sus dobles enlaces pueden reaccionar con el azufre compitiendo con los polímeros y reduciendo consecuentemente la velocidad y el nivel de vulcanización.
Las teorías del proceso de vulcanización enuncian la formación de estearato de zinc a partir de la reacción ZnO con el ácido esteárico por lo que, en algunas formulaciones se puede sustituir parcialmente el ZnO por el estearato de zinc ya que éste presenta mejor solubilidad en el compuesto.
En la producción de algunos polímeros sintéticos se utilizan ácidos grasos como emulsificantes, por lo que productos como los SBR contienen residuos y deben ser considerados para ajustar adecuadamente la formulación.
En la figura 1, se muestra la reometría del proceso de vulcanización de hule natural donde se puede apreciar claramente el efecto de incluir además del acelerador, óxido de zinc y ácido esteárico como activadores en la reacción de vulcanización.
Como se observa en la figura 1, la curva N° 1, muestra un lento crecimiento en el tiempo del torque para deformar el compuesto durante el análisis reométrico,
ya que solamente se incorporó azufre al polímero y se procedió a realizar la vulcanización a 144 °C, mientras que en el compuesto correspondiente a la curva N° 7 se incluyó ácido esteárico y ZnO además del azufre elemental. Para el compuesto correspondiente a la curva N° 3, se incluyó además del azufre 0.6 phr del acelerante TBBS, y para el compuesto 4 ácido esteárico además del azufre y el TBBS.
Para el producto N° 8 se incluyó además del azufre y el TBBS, el ZnO y finalmente, para el producto N° 9 se incluyó además del azufre, el TBBS como acelerador y el ZnO con ácido esteárico ofreciendo la más alta velocidad de curado con un alto nivel de torque final para generar la deformación del producto, lo que indica que se alcanza un alto nivel de vulcanización en un corto período de tiempo.
Las cantidades de ácido esteárico comúnmente usados están entre 1 y 3 phr, y para productos con baja insaturación como el EPDM se recomienda un rango entre 1 y 2 phr.
ASTM clasifica los ácidos grasos en dos grandes grupos basados en el índice de Iodo (relacionado directamente con las insaturaciones); el primero es dedicado a compuestos donde la insaturación no es un problema que a su vez se divide en tres rangos, el primero incluye índices de Iodo hasta de 8, el segundo hasta de 15 y el tercero hasta de 39. El segundo grupo incluye índices de Iodo inferiores a 1.0 con dos subgrupos en base a su proporción de contenido de ácido palmítico a esteárico; subgrupo 1 con una relación de 50:40 y subgrupo 2 con una relación de 30:65.
Como hemos revisado anteriormente, la seguridad del compuesto, durante las etapas de formulación y almacenamiento previas a la vulcanización, puede ser regulada mediante la adecuada selección de aceleradores y algunos otros ingredientes, como los ácidos grasos para la formulación
Sin embargo, cuando las condiciones de proceso, características de los moldes o equipos de extrusión y/o inyección requieren de una mayor seguridad para el compuesto, será necesario la incorporación a la formulación de productos conocidos como retardantes, que nos garantizarán dicha seguridad.
Desafortunadamente no existe el retardante ideal que sólo afecte el inicio de la reacción y no, la velocidad de curado, por lo que actualmente se usan dos grupos de productos principalmente para esta función: los retardantes ácidos y la Ciclohexiltioftalamida (CTP).
Anteriormente se llegó a utilizar ampliamente la N-nitrosodifenilamina (difenil Nitrosamina), pero su uso ha sido descontinuado por presentar riesgos a la salud.
Su funcionamiento no ha sido estudiado completamente por lo que no está muy claro, aunque se teoriza que reaccionan con los contaminantes básicos de la fórmula que pudieran acelerar la reacción. Para la selección de retardantes tipo ácido, se requiere considerar el polímero base, el sistema de aceleración, las temperaturas de procesamiento y el tipo de proceso en sí, por ejemplo, los retardantes usados con aceleradores tipo tiazoles, no son efectivos en sistemas acelerados con sulfenamidas. El rango de uso de estos retardantes es de 1 a 2 phr.
La CTP (Retardante PVI o Inhibidor de PreVulcanización) es el producto que más se acerca al retardante ideal, es efectivo con una gran variedad de bases poliméricas, sistemas de aceleración y otros ingredientes en la fórmula. Su efecto en las propiedades del vulcanizado es mínimo y no es manchante ni genera porosidades. Aunque es muy efectivo con sistemas basados en sulfenamidas, también se utiliza en sistemas a base de MBT y MBTS. Los rangos de dosificación para este producto van de 0.1 a 0.3 phr, por lo cual, aunque tiene un costo más elevado, esto se compensa con rangos más bajos de dosificación.
Mientras que los retardantes ácidos reducen la reversión en hule natural, la CTP no tiene ningún efecto en este fenómeno. El ácido ftálico (retardante A), es adecuado también para NBR y HNBR carboxilato.
Para hule cloropreno normalmente se usa el efecto retardante de aceleradores como TMTD, TMTM y MBTS.
En próximas entregas estaremos revisando la funcionalidad de otros aditivos utilizados en la vulcanización de compuestos de hule como son los plastificantes, ayudas de proceso y cargas. ■
Dentro del grupo de los retardantes ácidos encontramos el ácido Salicilico (retardante W), Anhidrido ftálico (retardante A), ácido Benzoico y ácido Maleico. contacto@quimicosypolimeros.com
Para mayor información técnica sobre este y otros temas relacionados con el proceso de vulcanización, te ofrecemos nuestro contacto: www.quimicosypolimeros.com O comunícate con nosotros directamente a:
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
Instalación de vulcanización para perfiles de caucho apta para compuestos sulfurosos y peróxidos.
Los hornos de vulcanización en continuo de caucho transformaron la industria al permitir una producción eficiente y de alta calidad. Estos hornos son utilizados para el proceso de vulcanización, el cual es esencial para otorgar al caucho las propiedades requeridas para cada uso. En este artículo, exploraremos una nueva instalación de vulcanización diseñada por COLMEC, la cual combina lo mejor de la tecnología de sal fundida y aire caliente de alta velocidad.
Esta tecnología patentada se ha actualizado recientemente y la circulación de aire forzado se ha rediseñado por completo para conseguir una recirculación completa. Además de una mejor distribución de la energía en el perfil, también se obtiene una considerable recuperación de energía.
Es una planta de uso "universal". De hecho, no hay limitaciones en el tipo de compuesto procesado (azufre o peróxido), ni limitaciones geométricas en la forma o tamaño de la sección del perfil a extruir.

También es fácil de usar con bajos costes de funcionamiento, en comparación con el rendimiento tecnológico obtenido.

La nueva planta de vulcanización está dividida en dos zonas: zona de lluvia salina y zona de aire caliente. La zona de lluvia salina, la primera en encontrarse con el perfil, tiene la función de cubrir completamente la superficie del mismo con sal fundida. Esto es esencial para evitar que el oxígeno del aire interrumpa el curado superficial del producto, en el caso de los compuestos de peróxido.
A continuación, el perfil pasa a la segunda zona, donde su superficie es sometida a la acción del aire caliente a gran velocidad. Gracias a esta altísima circulación de aire, el coeficiente de intercambio térmico es tan elevado que permite una vulcanización rápida, incluso de perfiles con un elevado peso por metro.
Una ventaja de esta tecnología es el reciclaje constante del aire caliente, que vuelve a circular inmediatamente sin pérdida de calor. Las distintas zonas de circulación del aire pueden funcionar a temperaturas diferentes, al igual que la velocidad del propio aire.

Por último, la flotación, en lugar de la inmersión, permite reducir la cantidad de sal a calentar en términos de volumen. Por tanto, permite un encendido más rápido y un menor consumo de energía para fundir y mantener la temperatura de la sal fundida.
Muchas otras características hacen que este nuevo sistema sea puntero en términos de ahorro de energía y eficiencia. Por ejemplo, la recuperación del calor de los humos que van a la chimenea, que se utilizan para precalentar el suministro de aire fresco; y la recuperación de las sales disueltas en el agua de lavado, que garantiza un escape industrial limpio que cumple la normativa vigente. ■
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
Los bosques actúan como solución climática natural, ayudando a mitigar la huella de carbono, pero además de sus beneficios medioambientales, generan un importante impacto positivo sobre la sociedad y la economía en el entorno rural. En este contexto, la Fundación Repsol lleva adelante proyectos de reforestación, contribuyendo a cumplir diferentes objetivos de sostenibilidad, en línea con los Objetivos de Desarrollo Sostenible.

Fundación Repsol, junto a su empresa forestal Grupo Sylvestris, desarrolla el mayor proyecto de reforestación en España y Portugal: “Motor Verde”,
con el objetivo de promover esta práctica a gran escala como herramienta para la compensación voluntaria de la huella de carbono, en el marco de la transición energética en curso.
Además de sus beneficios medioambientales, el proyecto tiene un importante enfoque social, creando miles de oportunidades de empleo local e inclusivo y ofreciendo formación para mejorar la empleabilidad e impulsar el emprendimiento entre los habitantes en las zonas de actuación, contribuyendo a fijar población en el entorno rural.
Reforestación: un aliado natural para cumplir tus objetivos de sostenibilidad
Otro de sus elementos diferenciales es la apuesta por la tecnología, convirtiéndose en un referente en innovación aplicada al sector forestal para la absorción de CO². Junto a Hispasat, socio tecnológico de proyecto, se está trabajando en la aplicación de tecnologías satelitales para la monitorización, seguimiento y control de los bosques y su crecimiento.

Esta tecnología contribuye a la protección integral de los bosques ante incendios, y permitirá que el proceso de absorción de carbono sea lo más científico, preciso y riguroso posible.
Además, con esta infraestructura, se está llevando conectividad de banda ancha a los pueblos en los que se está reforestando, reforzando la cohesión social y digital.
Todos estos proyectos de reforestación se realizan de acuerdo a los estándares de la Oficina Española de Cambio Climático, el organismo oficial de certificación para proyectos de absorción de CO² en España, dependiente del Ministerio para la Transición Ecológica y el Reto Demográfico. ■
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHOAcuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
1950 | FRAGMENTOS DEL PRIMER Y DEL ACTUAL PRESIDENTE DE LA ENTIDAD: JULIO CAMPOS

- "Dos son las misiones fundamentales del Consorcio. En cuanto a importaciones, realizamos prácticamente todas las de aquellas primeras materias que son vitales en la producción de nuestros artículos manufacturados. En cuanto a exportaciones, hemos establecido en el mundo entero una red de corresponsales y representantes, estudiando los precios de la competencia extranjera y orientando de manera constante y eficaz a nuestros fabricantes asociados".

- "La situación internacional actual, la posibilidad de que el precio mundial del caucho continúe subiendo, las dificultades, cada vez mayores, para realizar importaciones de las zonas productoras de caucho virgen, nos han obligado a considerar la conveniencia de que España tenga plantaciones propias de caucho virgen que aseguren la normalidad en los suministros"
- "El Consorcio estudia actualmente las posibilidades de iniciar plantaciones de caucho virgen en nuestros territorios coloniales, así como una interesante oferta conseguida merced a nuestras gestiones cerca de un país sudamericano, que nos permitiría en un plazo de breves años contar con caucho suficiente para toda la industria española"
- "Actualmente destacamos la importancia de 1.500 toneladas de caucho boliviano, recientemente autorizadas, y de las cuales esperamos poder embarcar en fecha inmediata alrededor de 800 toneladas, cuya llegada supondría un gran alivio para nuestra industria, hoy en difícil situación debido a la escasez de esta primera materia".
- "El Plan Estratégico 2023-2024 ha centrado sus prioridades en el desarrollo de actividades encaminadas a aumentar la competitividad del sector y conseguir empresas comprometidas con el cuidado del planeta, con la sociedad y con las buenas prácticas de gobierno corporativo siguiendo el modelo integrado ESG (Medioambiente, Social y Gobernanza) y alineado con los Objetivos de Desarrollo Sostenible (ODS)".


- "A través del Consorcio se canaliza de forma estructurada toda la información relevante que aplica al sector. El campo de actuación de la información que se transmite, no sólo es el normativo: una parte destacada del conocimiento también consiste en la realización estudios sectoriales relevantes o análisis económicos que afectan a la industria; otra se refiere a la realización de planes anuales formativos que permitan aumentar la capacitación de los empleados del sector".
- "La evolución del Consorcio pasa por haber sabido adecuarse a los vaivenes y ciclos económicos que se han ido produciendo, impulsando la actividad de las empresas en los momentos boyantes y apoyándolas en los de mayor dificultad".
- "La actividad del Consorcio tiene como marco de actuación dos aspectos fundamentales: representar los intereses comunes del sector con el apoyo de las instituciones públicas y representar los intereses de sus miembros mediante la oportuna asistencia y apoyo a actividades industriales desarrolladas por las empresas" ■
2023 | FRAGMENTOS DEL ACTUAL PRESIDENTE DE LA ENTIDAD: JULIO FERNÁNDEZNos han obligado a considerar la conveniencia de que España tenga plantaciones propias de caucho virgen que aseguren la normalidad en los suministros.
por






SMR 5 L
SBR 150 7
STRUKTOL A91F
Óxido de Zinc

Sílice
Silan o tetra sulfídico*
Negro M3 30
Homogenizante color claro Aceite par afínico
Antioxid ante IPPD
* Empastado con agente de dispersión.

Signus Ecovalor: ganador del II Premio a la Innovación
Signus Ecovalor recibió el II Premio a la Innovación, organizado por el Consorcio Nacional de Industriales del Caucho, por su proyecto Fiber2Fiber. El mismo valoriza la fracción textil procedente de los neumáticos al final de su vida útil, produciendo PET que potencialmente podría ser utilizado para fabricar nuevos neumáticos.

El premio busca otorgar reconocimiento por logros alcanzados en la creación, desarrollo o mejora de servicios, productos o modelos de negocio que ayuden al sector cauchero a ser más sostenible y competitivo. ■
De neumático a neumático
El fabricante de bicicletas Schwalbe dio a conocer el primer neumático de bicicleta hecho a partir de neumáticos reciclados. El proyecto se ha materializado en el Maratón Verde, en el cual los participantes compiten con bicicletas producidas con materiales renovables.
El objetivo de Schwalbe -desarrollar un neumático de bicicleta más ecológico- constituye el primer y único proceso hasta el momento que recicla neumáticos usados. Además, es el primer producto en el mercado que utiliza 100 % de negro de carbono reciclado (rCB). ■

Fuente: Europneus
Fuente: Scrap Tire









ChemSpec Ltd. anunció una nueva asociación con Denka, con el objetivo de lanzar Evolmer en los Estados Unidos. Evolmer es un copolímero de cloropreno y acrilonitrilo (NCR) con un excelente equilibrio de propiedades físicas y una gran resistencia al aceite y al ozono.
La silicona y otros polímeros a base de siloxano están en innumerables productos de consumo, pero su popularidad viene con un inconveniente: casi todos ellos son arrojados a vertederos después de un solo uso. Sin embargo, una investigación pionera en la Universidad Estatal de Bowling Green (Estados Unidos) podría ayudar a cambiar esta situación.
Este producto también se caracteriza por tener una durabilidad con buena resistencia a la abrasión, menor acumulación de calor y una excelente resistencia a la fatiga. Con esta asociación, la empresa busca expandir su mercado en Norteamérica y ampliar la venta del producto a nuevas empresas. ■
Fuente: RubberWorld
El Dr. Joe Furgal, profesor asociado en el Departamento de Química de BGSU, está encabezando un proyecto de investigación que estudia el uso de la despolimerización a temperatura ambiente para reciclar silicona.
Esto permitiría reducir la contaminación ambiental, mantener la silicona fuera de los vertederos y ahorrar cantidades masivas de energía necesaria para crear nuevos polímeros. ■
Fuente: RubberWorld
Mercado mundial de silicona de grado médico se pronostica en USD 3.5 mil millones
Se espera que el mercado mundial de silicona de grado médico alcance una valoración de USD 2.000 millones en 2023 y crezca a una TCAC del 5,8 % durante el período de previsión de 2023-2033.
Este material es ampliamente utilizado en la fabricación de diversos dispositivos médicos,
incluyendo catéteres, máscaras respiratorias, productos para el cuidado de heridas, implantes quirúrgicos, entre otros.
La silicona es un material preferido en esta industria debido a su biocompatibilidad, durabilidad y flexibilidad.■
Fuente: RubberWorld

Jeff Kasper se incorpora a
Company of America como Director de Fabricación
Licenciado en Ingeniería Química por la Universidad de Akron, Jeff tiene más de 30 años de experiencia en fabricación de productos químicos, plásticos y mecanizado, con especial énfasis en los procesos por lotes. Antes de unirse a Struktol, trabajó como Director de Planta en Valtris Specialty Chemicals.

Su liderazgo y responsabilidades han abarcado
EH&S, calidad, servicio al cliente, productividad, programación, cumplimiento de horarios, mantenimiento, presupuestos, planificación a largo plazo y proyectos de capital.
Tiene una amplia experiencia en la dirección de equipos multifuncionales para mejorar los procesos y reducir los costes.
Struktol es un fabricante líder de aditivos especiales para la industria de polímeros en todo el mundo, y el 22 de mayo de 2023 cumplió 44 años de fabricación en sus instalaciones de Stow, Ohio. ■
Pirelli compra al productor brasileño de caucho Hevea-Tec
Pirelli firmó un acuerdo para comprar Hevea-Tec, el mayor procesador independiente de caucho natural en Brasil, por un total de 21 millones de euros (USD 22.9 millones). A partir de ello, la adquisición de la empresa aumentará los volúmenes de caucho natural de Pirelli en Latinoamérica, con el objetivo de asegurar la continuidad del suministro en la región.
El negocio se completará a fines de 2023, en espera de la aprobación de las autoridades antimonopolio. Pirelli remarcó que la compra también ayudaría a mejorar aún más su control sobre la cadena de suministro de caucho natural y la reducción de emisiones de CO2 ■

La feria Plastics & Rubber 2024, dedicada exclusivamente a la fabricación, distribución y reciclaje de materias primas plásticas y de caucho, se realizará el 6 y 7 de marzo de 2024 en Barcelona, España.

El primer día se llevará a cabo una sesión del Centro Español de Plásticos sobre aspectos regulatorios y otros temas de actualidad. El mismo día está prevista una ponencia a cargo de la Asociación Española del Comercio Químico. Por lo que respecta al segundo día, se desarrollará la jornada técnica anual del Consorcio Nacional de Industriales del Caucho.
Para más información, puedes ingresar al sitio web del evento: www.plastics-rubber.es ■
Los cultivos flotantes son parcelas de tierra que pueden colocarse sobre superficies acuosas y, a través de filtros internos, pueden limpiar el agua contaminada a la vez que producen un espacio propicio para el crecimiento de vegetación sobre ellas.
Las parcelas se encuentran fabricadas de caucho y tienen como objetivo detener la problemática que suponen los líquidos residuales en las urbes, los cuales constituyen grandes focos de contaminación ambiental. Los hallazgos presentados son muy prometedores para el campo del tratamiento de agua y la ingeniería ambiental.

Para mirar el video, ingresa aquí: bit.ly/3Y2Obf7 ■
Fuente: Mundo Plast
Fuente: Earth Tech

Por primera vez, lanzamos el libro de Robert Schuster, “Dispersión de cargas y reforzamiento: ciencia y aplicación”, en modalidad digital. Con 438 páginas, 192 figuras, 25 tablas y mucho más, la publicación se encuentra online y a tu disposición.

Podrás realizar marcas (bookmark), subrayar, tomar notas y mucho más en el libro digital. Haz click aquí para enterarte cómo disfrutar al máximo este tomo.


Lucian Jiménez, Gerente Administrativa de la SLTC, estuvo presente en AgroExpo 2023, uno de los principales eventos sobre caucho natural en la región, el cual se desarrolló entre el 13 y 23 de julio.
Bajo el lema “Sé flexible con la vida, utiliza Caucho 100 % Natural”, este evento contó con el apoyo de diversas organizaciones como la Confederación Cauchera Colombiana, Cenicaucho, Fondo de Fomento Cauchero, Uniendo Eslabones, Incas Global+, Cooperación Alemana y GIZ.
La presidente de la SLTC, María Alexandra Piña, fue invitada a la ciudad de Mar del Plata (Argentina) como parte del programa de visitantes profesionales (hosted buyer) del ICCA Latin American & Caribbean Summit, que se realizará en el Hotel Costa Galana, del 5 al 8 de septiembre próximo.
Desde ya, también puedes obtenerlo de forma impresa (llega a tu domicilio). Para conseguirlo, comunícate con caucho@sltcaucho.org ■
Haz click aquí y escucha las palabras de Lucian en AgroExpo. ■
En la próxima edición de Revista SLTCaucho contaremos mayores novedades. ■
Nuestros empleados de todo el mundo están unidos por nuestro propósito en común: crear materiales que mejoren la vida diaria y permitan un futuro más sostenible.



Como parte de nuestros objetivos de sostenibilidad para 2025, nos comprometemos a que el 100% de nuestros nuevos productos y procesos tengan un beneficio de sostenibilidad para 2025.
En Sudamérica, nos enfocamos en brindar un desempeño que marque la diferencia y que genere valor para nuestros clientes..



1. La decisión final sobre formato y contenido de los artículos, son derechos exclusivos de el/los autor/es de los mismos.
2. La inclusión de un Corrector altamente calificado significa un esfuerzo encarado por la SLTC con el objeto de profundizar el nivel académico de la Revista.
3. Toda la relación del Corrector con los autores será privada y confidencial.
4. El Corrector:
a. Realizará correcciones ortográficas, gramaticales y/o de sintaxis.
b. Sugerirá al autor mejoras tendientes a la mejor comprensión de conceptos y/o indicará posibles errores de contenido.
c. Con la misma finalidad, podrá solicitar contenido complementario.
En acuerdo con la Dirección de la Revista decidirá la inconveniencia de la publicación por considerarla fuera del interés de la temática de la revista, carácter meramente comercial u otras razones que puedan aparecer.
5. El Corrector, de ser necesario, contactará a el/los autor/es y coordinador/es de sección para discutir posibles correcciones.
6. El posicionamiento de los artículos dentro de la revista es decisión exclusiva de los editores.
7. Los artículos a publicar deberán ser enviados al Coordinador para su edición, a más tardar el día 10 del mes siguiente al último número publicado.
8. Luego de editados, los artículos a corregir se enviarán al corrector a más tardar el día 10 del mes de publicación.
9. Los artículos corregidos se devolverán al Coordinador a más tardar el día 5 del mes de publicación.
10. Luego de corregidos, los artículos no deberán sufrir más edición.
11. En cada número, al pie de la página 2, se insertará un texto visible del tipo:
“Lo expresado por autores, corresponsales, avisadores y en páginas institucionales no necesariamente refleja el pensamiento del comité editorial, ni significa el respaldo de SLTCaucho a opiniones o productos”.
12. En caso de que el artículo contenga gráficos, tablas y/o algún otro material complementario, el mismo debe ser lo suficientemente claro para su publicación. En ese sentido, los textos que acompañen a este material deberán estar, sin excepción, en idioma español.



• María Alexandra Piña (VEN)
Presidenta
• Marly Jacobi (BRA) - Vicepresidenta*
• Sergio Junovich (ARG) - Tesorero
• Isabel Martin (USA) - Subtesorera
• Mariano Escobar (ARG) - Secretario
• Lucian Jiménez (VEN) - Coordinadora
Ejecutiva
• Capacitación y Desarrollo:
Esteban Friedenthal (ARG)
• Comunicación y Publicaciones:
Víctor Dvoskin (ARG)
• Industria del Látex:
Ludwyg Reyes (GUA)
• Plantaciones:
Diogo Esperante (BRA)
• Reciclaje:
Karina Potarsky (ARG)
• Red Internacional de Tecnología del Caucho:

Marianella Hernández
Santana (ESP)
• Sustentabilidad:
Patricia Malnati (ARG)
Emanuel Bertalot (ARG)
Dariusz Bielinski (POL)
Marcos Carpeggiani (BRA)
Antonio D'Angelo (BRA)
Mauricio De Greiff (COL)
Fernando Genova (BRA)
Ulrich Giese (ALE)
Mauricio Giorgi (ARG)
Diego Hernández Mejía (COL)
Carlos Keipert (ARG)
Lars Larsen (USA)
Ica Manas-Zloczower (RUM)
André Mautone (BRA)
Pablo Moreno (ESP)
Ricardo Núñez (MEX)
Tim Osswald (COL/USA)
Alberto Ramperti (ARG)
Liliana Rehak (ARG)
Ricardo Rodríguez (ESP)
José Luis Rodríguez (ESP)
Robert Schuster (ALE)
Mayu Si (USA)
*Asumirá la presidencia de la SLTC en el período 2023-2025.

