➤ Ventilation Systems requires urgent upgrades
➤ Catastrophic water contamination of an Ammonia refrigeration system
➤ Digital Boost Alliance Aotearoa
➤ How do you significantly reduce the energy use of a restaurant?

www.irhace.org.nz The Industry Journal for the New Zealand Refrigeration, Heating, Ventilation & Air Conditioning Industries
Inside this issue
OCTOBER/NOVEMBER 2021

on some
Commercial air conditioning
• Chilled Beams
• Grilles & Diffusers
• Displacement Ventilation
• Supply & Exhaust Air Valves
but may require a premium charge


Airflow management
• Measurement units
Smooth-Air is proud to be the newly appointed distributor of the world renowned Halton products, with a joint focus on exceeding customer expectations through the highest quality and most advanced product range.
• Outdoor louvres
Fire and smoke safety
• Non return & pressure relief dampers
Rx, White
• Fire dampers & valves
• Smoke control dampers
Sizes: 100, 125, 160/150, 200 mm
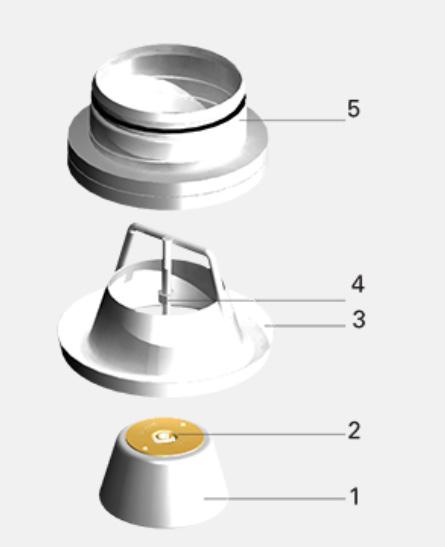
The Halton FDV is a fire damper incorporated into a circular disc grille.
The fire damper contains an integral thermal fuse. This fuse responds to a rise in temperature, which causes a spring-return central cone to close.
The thermal fuse is released at 72°C.
Also available: Cover-Up Sleeve Concealing DuctBelt and Anchors (Standard on Sedona-Xm and TufTex or available as
upgrade)
specific color types and patterns.
Stat-X, White
an
Colors
Silver White Tan Blue Red
Stat-X, Light Blue
texture of fabric or dye lot. Colors Sedona-Xm, TufTex, and
and Patterns are available
fabrics,
Christchurch 264 Annex Rd, Riccarton Ph 03 343 6184 Wellington 15 Te Puni St, Petone Ph 04 566 7969 Auckland 6 Stanway Pl, Ellerslie Ph 09 579 3257
SMOOTH (0800 766 684)
www.smooth-air.co.nz Smooth-Air
Verona. DuraTex is also available in these colors
0800
sales@smooth-air.co.nz
at Smooth-Air
Halton’s FDV fire damper valves are in stock
Frame Locking nut Collar Fuse Central Cone



“Everyone appreciates the approach to health and safety. Communication is much better; everyone knows what they need to do and what other people are doing, no-one’s running round like a headless chicken.”
Ultimately the team feel empowered to contribute, because they know their contribution will be valued and acted upon. Worker input has shaped many decisions, from the new kind of hard hats they use, to current trials of protective full face masks.






“Now we’ve got iPads on every site and everyone has access to them. It’s much better. There’s less clutter, we all like using them. We can refer back to previous records – there are no bits of paper to lose.”

Site foreman Layton Vaele was 16 when he joined the company – his dad was a foreman and asked James to give him a trial. Layton recalls how soon after he joined, James found him “standing round with his hands in his pockets”.
“I said I hadn’t been given a job,” says Layton. “He gave me a broom and said ‘if you haven’t got a job, sweep the street or tidy the site.”
A few years on and James cites Layton as his “bullet-proof foreman –experienced, with strong leadership skills and passionate about health and safety.”
Layton says developing a health and
“The boys chip in. One raised a concern this week about a courier jumping our safety fence to take a short cut, or they might say space is getting tight on the street and we’ll talk about how we’ll work round that stuff. They also update me through the day, like a reminder about where the underground services are.”
James says whakamā is an issue –but one they’ve overcome through encouraging workers and helping them steadily build their confidence –empowering more than enforcing.
“A lot of the boys weren’t comfortable about speaking up at first and getting past that takes time,” says Layton.
“James challenged us all to have a go at coming up with a one minute kōrero for the health and safety induction. Everyone was pretty shy about doing that but he said: “Here is your mountain, conquer it when
“You can be led or you can be a leader,” says James. “The best thing about building confidence and empowering our boys is that they have come to recognise that it’s harder being led – so they have stepped up to work with us on this and share responsibility. That’s a huge benefit when you’re running a business – I know they always have my back.”
KEY TAKE OUTS FROM WELLINGTON PIPELINES Empowering workers on health and safety means: > people take responsibility > systems are effective and well-used > communication improves > the business benefits from WELLINGTON PIPELINE’S STORY Contents Official Journal of the Institute of Refrigeration, Heating and Air Conditioning Engineers of New Zealand Inc (IRHACE), Climate Control Companies Association New Zealand (CCCANZ), and Refrigerant Licence New Zealand (RLNZ). 6 5 NEWS 22 EDUCATION & TRAINING 24 OUR PEOPLE 26 MEMBER NEWS 28 PRODUCT FOCUS 32 EVENTS INSIDE THIS ISSUE 9 Ventilation Systems requires urgent upgrades 10 Catastrophic water contamination of an Ammonia refrigeration system 16 Digital Boost Alliance Aotearoa 17 Case Study How do you significantly reduce the energy use of a restaurant? The Industry Journal for the New Zealand Refrigeration, Heating, Ventilation & Air Conditioning Industries 27 9 Coronavirus: Ventilation upgrades in MIQ, schools and buses essential to combat Delta October/November 2021 3
Cover photo and design by Dio Zhao
PUBLISHER
IRHACE/CCCANZ/RLNZ
IRHACE: www.irhace.org.nz CCCANZ: www.cccanz.org.nz RLNZ: www.rlnz.org.nz
EDITOR :
HVAC&R Centre admin@irhace.org.nz
MEMBERSHIP: admin@irhace.org.nz admin@cccanz.org.nz
REFRIGERANT LICENSING & COURSES: admin@rlnz.org.nz
ADVERTISING: admin@irhace.org.nz
DESIGN Element Design Ltd
HVAC&R CENTRE
P O Box 217184, Botany Junction 2164, Auckland, New Zealand
E: admin@irhace.org.nz
E: admin@cccanz.org.nz
E: admin@rlnz.org.nz
No part of this journal may be printed in other publications without prior written permission of the Managing Editor.
Disclaimer: Statements expressed in this publication do not necessarily reflect the policies or views of the associations, and members of IRHACE or CCCANZ. The IRHACE Journal publishes both local and international articles. Standards and or practices may differ from current New Zealand standards and or practices used. No responsibility is accepted by the associations and editor for the accuracy of information or for errors or omissions. The IRHACE Journal is distributed to all IRHACE and CCCANZ financial members.
ISSN 01148257
 Malcolm Miller Chair
Malcolm Miller Chair

We are so glad you are here reading our 2nd digital edition of the IRHACE Journal. After two attempts to run the HVAC&R Expo and Conference firstly due to the liquidation of the ASB Showgrounds and secondly Covid Level 4, we have moved the event to May 2022. Our exhibitors and sponsors continue to back us and the industry to run this important event and we greatly appreciate their continued support.
The IRHACE Centre office is closing to working remotely from 1st October 2021. Our operational hub has been renamed to the HVAC&R Centre to encompass our industry including IRHACE, CCCANZ, RLNZ and support for other areas such as the SAG. Contact email details are shown on the left of this page.
RLNZ has been undergoing a review process of their courses and a new website has been released as at 2nd October 2021.
This new platform covers training courses, eLearning, live online, resources, communications and courses via providers. We recommend you register through the self-service portal to utilise all of the information provided through this platform.
In September 2021, the CCCANZ Board welcomed new board member Mark Hoskin from AMT in Canterbury region.
The RLNZ Board has two new trustees Padriac Durham and Brendan Clarkson who bring with them a wealth of training expertise.
We trust that you and your family are all well and surviving in our latest Covid lockdowns.

4 www.irhace.org.nz
HVAC&R CENTRE
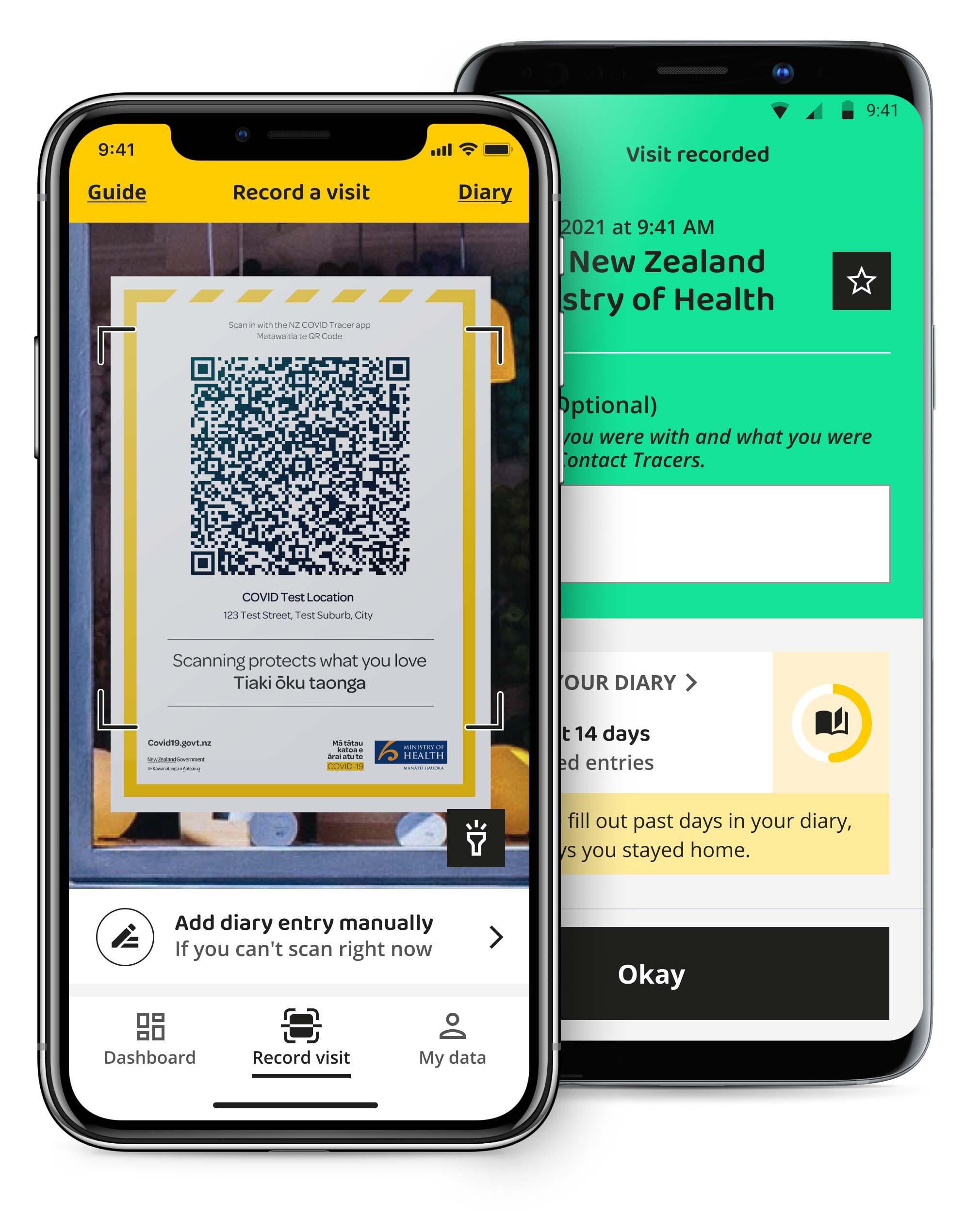
COVID-19: Record keeping to support contact tracing
All businesses and workplaces must display the official NZ COVID Tracer QR codes and have another way for people to check in. At Alert Level 2, 3 and 4 some businesses are required to ensure that people scan in or leave their details.
To support contact tracing, it’s important people keep a track of where they’ve been, including by using the NZ COVID Tracer app. Using the app, or providing contact details, is the one thing we can all do to help contact tracing go faster when there is a case of COVID-19 in the community, and stop it from spreading, https://tracing. covid19.govt.nz/
Businesses play an important role in encouraging people to scan in with the NZ COVID Tracer app, record their visit in their diary or provide the business with their details and date and time of their visit.
Businesses are required to display a NZ COVID Tracer QR code and have an alternative way people can record their visit.
At Alert Levels 2, 3 and 4, most businesses that are open must have systems and processes in place to ensure, as far as is reasonably practicable, that everyone aged 12 years or older who enters their workplace either:
• scans the NZ COVID Tracer QR code
• makes some other kind of personal contact record (e.g. a diary note), or
• provides their name and phone number to business, alongside the date and time they were present.
This means more than just displaying the QR code and having a sign in sheet. It requires the person in charge of the business or service to have systems and processes in place to ensure that people do check in.
At Alert Level 2, the contact record rule applies to visitors to listed businesses and services where there is likely to be close contact between workers and visitors, or between visitors who do not know each other. It does not apply to retail businesses, including supermarkets, dairies and banks.
It does not apply to the workers in those businesses or services, but we recommend you keep track of when your workers are present and what locations they work at.
This rule applies from 11.59pm on Tuesday 14 September.
See the list of business and services this applies to
Refer here for more information, https://www.business.govt.nz/covid-19/contact-tracing/ NEWS October/November 2021 5
Empowering workers to become health and safety leaders
“(Owner) James challenged us all to have a go at coming up with a one minute kōrero for the health and safety induction. Everyone was pretty shy about doing that but he said: “Here is your mountain, conquer it when you’re ready” and just kept reminding and encouraging us. Layton Vaele, former trainee, now site foreman
Empowering workers to become health and safety leaders
No-one gets more than a few steps onto the Wellington Pipelines worksite before someone appears, iPad in hand, to take you through the safety induction kōrero.
On this occasion, it’s Safety Supervisor Creedence Wilkinson. Visitors’ names, business and purpose of visit are logged; Creedence checks their personal protective equipment and runs through potential risks.
“(Owner) James challenged us all to have a go at coming up with a one minute kōrero for the health and safety induction. Everyone was pretty shy about doing that but he said: “Here is your mountain, conquer it when you’re ready” and just kept reminding and encouraging us.
The iPad is a recent innovation, introduced in response to feedback from workers James and Vanessa Fruean’s Wainuiomata-based company introduced the change as part of a highly effective approach to engage workers in health and safety.
Layton Vaele,
former trainee, now site foreman
No-one gets more than a few steps onto the Wellington Pipelines worksite before someone appears, iPad in hand, to take you through the safety induction kōrero.
The 26-strong team are a mixture of nationalities and the company’s methods are based on tikanga principles, building strong relationships and excellent communication.
The company does water and drainage infrastructure work for local authorities. Key risks include construction processes, machinery, plant, deep excavations, underground services and utilities, slips, trips, abrasions, noise and dust.
On this occasion, it’s Safety Supervisor Creedence Wilkinson. Visitors’ names, business and purpose of visit are logged; Creedence checks their personal protective equipment and runs through potential risks.
“We used to have a paper-based system but it mostly sat on a shelf,” says Creedence. “James talked to all of us about how he needed to find
a system we’d use and what would work for us. Most of the boys said they prefer electronic devices, so they developed a cloud-based system.
“Now we’ve got iPads on every site and everyone has access to them. It’s much better. There’s less clutter, we all like using them. We can refer back to previous records – there are no bits of paper to lose.”
The iPad is a recent innovation, introduced in response to feedback from workers James and Vanessa Fruean’s Wainuiomata-based company introduced the change as part of a highly effective approach to engage workers in health and safety.
Site foreman Layton Vaele was 16 when he joined the company – his dad was a foreman and asked James to give him a
WORKER ENGAGEMENT AND PARTICIPATION
The 26-strong team are a mixture of nationalities and the company’s methods are based on tikanga principles, building strong relationships and excellent communication.
“Now we’ve got iPads on every site and everyone has access to them. It’s much better. There’s less clutter, we all like using them. We can refer back to previous records – there are no bits of paper to lose.”
The best outcomes are achieved when a business and its workers work together on health and safety. Worker Engagement and Participation is about having planned ways for:
The company does water and drainage infrastructure work for local authorities. Key risks include construction processes, machinery, plant, deep excavations, underground services and utilities, slips, trips, abrasions, noise and dust.
• workers to give input on issues which will (or are likely to) affect their health or safety. This includes asking for and taking into account their views, and
Site foreman Layton Vaele was 16 when he joined the company – his dad was a foreman and asked James to give him a trial. Layton recalls how soon after he joined, James found him “standing round with his hands in his pockets”.
• workers to improve work health and safety on an ongoing basis (eg by raising concerns or suggesting improvements).
“I said I hadn’t been given a job,” says Layton. “He gave me a broom and said ‘if you haven’t got a job, sweep the street or tidy the site.”
This will help you and your business to make better decisions – and keep your people and productivity thriving.
“We used to have a paper-based system but it mostly sat on a shelf,” says Creedence. “James talked to all of us about how he needed to find a system we’d use and what would work for us. Most of the boys said they prefer electronic devices, so they developed a cloud-based system.
A few years on and James cites Layton as his “bullet-proof foreman –experienced, with strong leadership skills and passionate about health and safety.”
trial. Layton recalls how soon after he joined, James found him “standing round with his hands in his pockets”.
“I said I hadn’t been given a job,” says
Layton says developing a health and safety culture across the team has taken time, but now it’s second nature.
Layton. “He gave me a broom and said ‘if you haven’t got a job, sweep the street or tidy the site.”
which will (or are likely to) affect their health or safety. This includes asking for and taking into account their views, and > workers to improve work health and safety on an ongoing basis (eg by raising concerns or suggesting improvements).
A few years on and James cites Layton as his “bullet-proof foreman – experienced, with strong leadership skills and passionate about health and safety.”
Layton says developing a health and safety culture across the team has taken time, but now it’s second nature.
“The boys chip in. One raised a concern this week about a courier jumping our safety fence to take a short cut, or they might say space is getting tight on the street and we’ll talk about how we’ll work round that stuff. They also update me through the day, like a reminder about where the underground services are.”
This will help you and your business to make better decisions – and keep your people and productivity thriving.
“Every day starts with a toolbox meeting. We stand in a circle and I get people talking about the day’s work plan. We all speak in common language here – no jargon. We discuss who’s doing what and talk about risks.
James says whakamā is an issue –but one they’ve overcome through encouraging workers and helping them steadily build their confidence –empowering more than enforcing.
“A lot of the boys weren’t comfortable about speaking up at first and getting past that takes time,” says Layton.
“The boys chip in. One raised a concern this week about a courier jumping our safety fence to take a short cut, or they might say space is getting tight on the street and we’ll talk about how we’ll work round that stuff. They also update me through the day, like a reminder about where the underground services are.”
James says whakamā is an issue – but one they’ve overcome through encouraging
“James challenged us all to have a go at coming up with a one minute kōrero for the health and safety induction. Everyone was pretty shy about doing that but he said: “Here is your mountain, conquer it when you’re ready” and just kept reminding and encouraging us.
“Everyone to health is much they need people are round like Ultimately to contribute, their contribution acted upon. many decisions, hard hats of protective “You can a leader,” thing about and empowering they have it’s harder stepped and share huge benefit business my back.”
KEY TAKE WELLINGTON Empowering and safety > people > systems well-used > communication > the developing
6 www.irhace.org.nz NEWS
STORY
HSWA
WSNZ_2118_O CT 16
WELLINGTON PIPELINE’S STORY
workers and helping them steadily build their confidence – empowering more than enforcing.
“A lot of the boys weren’t comfortable about speaking up at first and getting past that takes time,” says Layton.
“James challenged us all to have a go at coming up with a one minute kōrero for the health and safety induction. Everyone was pretty shy about doing that but he said: “Here is your mountain, conquer it when you’re ready” and just kept reminding and encouraging us.
“In the end one of the boys got up and did it and everyone clapped and cheered him. We’re using that one because he totally nailed it.
“Everyone appreciates the approach to health and safety. Communication is much better; everyone knows what they need to do and what other people are doing, no-one’s running round like a headless chicken.”
Ultimately the team feel empowered to contribute, because they know their contribution will be valued and acted upon. Worker input has shaped many decisions, from the new kind of hard hats they use, to current trials of protective full face masks.
“Everyone appreciates the approach to health and safety. Communication is much better; everyone knows what they need to do and what other people are doing, no-one’s running round like a headless chicken.”
Ultimately the team feel empowered to contribute, because they know their contribution will be valued and acted upon. Worker input has shaped many decisions, from the new kind of hard hats they use, to current trials of protective full face masks.
“Everyone appreciates the approach to health and safety. Communication is much better; everyone knows what they need to do and what other people are doing, no-one’s running round like a headless chicken.”
chip in. One raised a this week about a courier our safety fence to take a or they might say space is tight on the street and we’ll how we’ll work round that also update me through like a reminder about where underground services are.”
“You can be led or you can be a leader,” says James. “The best thing about building confidence and empowering our boys is that they have come to recognise that it’s harder being led – so they have stepped up to work with us on this and share responsibility. That’s a huge benefit when you’re running a business – I know they always have my back.”
“Now we’ve got iPads on every site and everyone has access to them. It’s much better. There’s less clutter, we all like using them. We can refer back to previous records – there are no bits of paper to lose.”
whakamā is an issue –they’ve overcome through encouraging workers and helping steadily build their confidence –empowering more than enforcing. the boys weren’t comfortable about speaking up at getting past that takes Layton. challenged us all to have a coming up with a one minute the health and safety Everyone was pretty shy doing that but he said: “Here mountain, conquer it when ready” and just kept reminding encouraging us.
“You can be led or you can be a leader,” says James. “The best thing about building confidence and empowering our boys is that they have come to recognise that it’s harder being led – so they have stepped up to work with us on this and share responsibility. That’s a huge benefit when you’re running a business – I know they always have my back.”
Site foreman Layton Vaele was 16 when he joined the company – his dad was a foreman and asked James to give him a trial. Layton recalls how soon after he joined, James found him “standing round with his hands in his pockets”.
AIRAH strengthens industry focus on Fire Safety
AIRAH has released two new Design Application (DA) manuals to provide vital knowledge about HVAC systems in buildings and fire safety.
The DA manuals are titled DA05 Guide to Fire and Smoke Control in Buildings using AS 1668 Part 1, and DA06 Guide to Fire, Smoke and Air Dampers using AS 1682 Parts 1 & 2.
“Everyone appreciates the approach to health and safety. Communication is much better; everyone knows what they need to do and what other people are doing, no-one’s running round like a headless chicken.”
DA05 promotes the correct design, installation, and commissioning of smoke control systems within the HVAC industry. Smoke control systems are a vital to minimise the hazard from smoke, and the manual is a guide to using and applying AS 1668.1-2015 The use of ventilation and air conditioning in buildings. Part 1: Fire and smoke control in buildings.
Ultimately the team feel empowered to contribute, because they know their contribution will be valued and acted upon. Worker input has shaped many decisions, from the new kind of hard hats they use, to current trials of protective full face masks.
DA06 covers the correct selection, installation, and commissioning of fire, smoke, and (smoke exhaust) air dampers within the HVAC industry and associated trades. It aims to assist and improve the legal compliance of damper applications by providing technical guidance, and steps through the entire damper life-cycle.
KEY TAKE OUTS FROM WELLINGTON PIPELINES
Ultimately the team feel empowered to contribute, because they know their contribution will be valued and acted upon. Worker input has shaped many decisions, from the new kind of hard hats they use, to current trials of protective full face masks.
“The boys chip in. One raised a concern this week about a courier jumping our safety fence to take a short cut, or they might say space is getting tight on the street and we’ll talk about how we’ll work round that stuff. They also update me through the day, like a reminder about where the underground services are.”
• Empowering workers on health and safety means:
• people take responsibility
KEY TAKE OUTS FROM WELLINGTON PIPELINES
“I said I hadn’t been given a job,” says Layton. “He gave me a broom and said ‘if you haven’t got a job, sweep the street or tidy the site.”
• systems are effective and wellused
• communication improves
A few years on and James cites Layton as his “bullet-proof foreman –experienced, with strong leadership skills and passionate about health and safety.”
AIRAH's Education and Technical Services Manager, Brendan Pejkovic, says the two newest DA manuals will be a valuable resource for the industry.
"DA05 and DA06 focus on AS1668.1 and AS1682 Parts 1 and 2 and how mechanical design engineers should apply these Standards," he says. "The manuals complement AIRAH's Fire and Smoke Control training course, which has been delivered to industry for over 20 years."
DA05 covers:
James says whakamā is an issue –but one they’ve overcome through encouraging workers and helping them steadily build their confidence –empowering more than enforcing.
“You can be led or you can be a leader,” says James. “The best thing about building confidence and empowering our boys is that they have come to recognise that it’s harder being led – so they have stepped up to work with us on this and share responsibility. That’s a huge benefit when you’re running a business – I know they always have my back.”
Purpose and application of fire and smoke control
• Introduction to AS 1668.1-2015
• Selecting a smoke control system
• the business benefits from developing talent.
For more examples and information visit worksafe.govt.nz/hswa
Layton says developing a health and safety culture across the team has taken time, but now it’s second nature.
one of the boys got up and everyone clapped and him. We’re using that one totally nailed it.
Empowering workers on health and safety means: > people take responsibility > systems are effective and well-used > communication improves > the business benefits from developing talent.
“You can be led or you can be a leader,” says James. “The best thing about building confidence and empowering our boys is that they have come to recognise that it’s harder being led – so they have stepped up to work with us on this and share responsibility. That’s a huge benefit when you’re running a business – I know they always have my back.”
“A lot of the boys weren’t comfortable about speaking up at first and getting past that takes time,” says Layton.
Designing a smoke control system
For more examples and information visit worksafe.govt.nz/hswa
“Every day starts with a toolbox meeting. We stand in a circle and I get people talking about the day’s work plan. We all speak in common language here – no jargon. We discuss who’s doing what and talk about risks.

• Developing a smoke control system
KEY TAKE OUTS FROM WELLINGTON PIPELINES
• Fire protection of openings
Empowering workers on health and safety means:
System activation and operation
“James challenged us all to have a go at coming up with a one minute kōrero for the health and safety induction. Everyone was pretty shy about doing that but he said: “Here is your mountain, conquer it when you’re ready” and just kept reminding and encouraging us.
• Testing and commissioning smoke control systems.
> people take responsibility > systems are effective and well-used
DA06 covers:
• Damper application
> communication improves > the business benefits from developing talent.
• Damper installation
Damper commissioning
“In the end one of the boys got up and did it and everyone clapped and cheered him. We’re using that one because he totally nailed it.
KEY TAKE OUTS FROM WELLINGTON PIPELINES
Empowering workers on health and safety means:
> people take responsibility
> systems are effective and well-used
For more examples and information visit worksafe.govt.nz/hswa
• Damper maintenance.
"A number of AIRAH members were involved in creating these manuals, and AIRAH thanks them for their contributions," says Pejkovic. For more information about AIRAH's Design Application manuals, go to www.airah.org.au/DA Manuals
For more information, email AIRAH communications manager Matthew Dillon via matt@airah.org.au
NEWS
raised a courier take
space
and
round that through about where
issue –through helping confidence –enforcing. up at takes have a minute safety
a
is
we’ll
are.”
October/November 2021 7
WELLINGTON PIPELINE’S STORY

Electrostatic cell consists of 61 individual collection plates to remove cooking smoke, grease and oil
UV ozone injection to remove and oxidize cooking odours
Drain Plug located at top and bottom of the unit for oil drainage
1.4 mm weatherproof powder coated finish can be installed in outdoor conditions
Cooling fan to provide efficient cooling to components

Cable connection and includes BMS connection and remote monitor status
8 www.irhace.org.nz
indicator lights ( ON/ OFF) UV ozone ( BLUE) ASHRAE 52.2 certified, Electrical safety tested AS/NZS 60335.1 E L E C T R O S T A T I C A I R C L E A N E R W I T H U V O Z O N E D E S I G N E D T O R E M O V E S M O K E , G R E A S E , A N D O D O U R F R O M T H E K I T C H E N E X H A U S T S Y S T E M Air Odour Solutions New Zealand Tel: 21 729 275 * Email: info@aosnz.co.nz * Web: www.aosnz.co.nz
LED
Ventilation Systems require urgent upgrades
Coronavirus: Ventilation upgrades in MIQ, schools and buses essential to combat Delta variant.
Experts are warning Delta could easily spread through schools, buses, officeseven our MIQs - if ventilation systems aren’t brought up to scratch urgently.
We used to think COVID-19 mostly spread through droplets on surfaces, picked up by touch - hence the mantra of ‘wash your hands’ - but now aerosols are considered the dominant form of transmission.
Smoke and vapour are visible aerosols but you exhale invisible aerosols with every breath and they linger longer than droplets. They can also be recirculated through air conditioning with COVID-19 clinging to them.
An article in Science last week found “airborne transmission of pathogens has been vastly underappreciated” for many viruses including COVID-19. It also found some of our attempts to control droplets have been making it worse - plexiglass barriers can trap aerosols and actually increase transmission.
“These little tiny particles can hang around for even hours if there isn’t proper ventilation,” analytical chemist Dr Joel Rindelaub told Newshub Nation.
So with mounting evidence that good ventilation is critical, Dr Rindelaub warns the standard ventilation systems in areas with a high risk of transmission are not up to scratch - particularly in the face of Delta.
“Ventilation systems - air conditioning systems - are designed for comfort and for people’s well-being, but they’re not designed to cope with pandemics and infectious diseases.”
Some environments are worse than others and at some point our tamariki will go back to crowded classrooms.
“We know that schools are actually virus factories,” says Dr Rindelaub.
“This is one of the areas we need to have as good a ventilation as possible to make sure that we aren’t adding transmission events or creating hot spots of outbreaks.”
Jackson Engineering managing director Lance Jimmieson says previous design decisions in schools are now working against us.
“A lot of schools have concentrated in the past on heating systems and really keeping the school closed up so that we don’t lose

the heat. And that is counter to what we need to do to ventilate the space and make the space safe.”
Dr Rindelaub argues good ventilation in homes, schools and businesses isn’t just useful for fighting COVID-19, it can help control the spread of other illnesses such as RSV.
“It’s going to have a lot more other benefits as far as respiratory ailments that we do see here in New Zealand, more than we should. So it’s going to have long-lasting effects that will keep us self safe well beyond COVID-19.”
At the very least, he says, teachers will need to open the windows.
“Of course, it’s not always going to be possible to do that depending on the outdoor conditions, but that would be a good start to help get better airflow within those classrooms.”
And schools aren’t the only area at risk, with one bus driver - who wished to remain anonymous - telling Newshub Nation nothing was being done to combat the spread of COVID-19 through the air in his vehicle.
“Most of the time there are no windows on the buses. You can expect drivers’ windows on some buses but not all of them.”
Drivers’ concerns about their buses are particularly salient considering an enclosed vehicle transporting aircrew is how the outbreak started in Australia before spreading to New Zealand.
“What they could do is have a portable air recirculater added to the bus if they can’t open the windows,” suggests Dr Rindelaub.
“Of course, windows would be an easy first choice there… and of course, we want our drivers to have the best protection. So that would mean N95 masks.”
Experts are also concerned about ventilation in MIQ, where last month at JetPark, the virus spread across the hallway between rooms despite their doors both being open for only seconds.
“If you were to purpose-build an isolation facility, it wouldn’t look anything like a current hotel... they are pretty makeshift for a containment facility,” says Jimmieson.
“It is a real risk. We need to have cleaner environments. If we go back early and people are infected, the systems at the moment are very likely to spread that quite well.”
Article features IRHACE Member Lance Jimmieson from Jackson HVAC.
FEATURE ★ October/November 2021 9
Catastrophic water contamination of an Ammonia refrigeration system
Article supplied by Paddy Durham M.IIAR, M.RPGNZ
My first visit to the plant room was something extraordinarily special, the noise was like an amplified microwave full of spoons! It was so abrasive it forced me to wear ear plugs beneath my grade five + hearing protection, If I had of heard the compressors running anywhere else, I would be diving at the emergency stop. but knowing that there was no redundancy and almost four million New Zealand dollars’ worth of Skip Jack Tuna on board, I slowly backed out of the plant room like I had mistakenly walked into a gang headquarters with the wrong colours. Immediately I requested some jars for oil sampling, after noticing layers of separation and ‘chunks’ of what I could only presume were crystals in the oil separator sight glass of Compressor number 3.



water contamination many times before, but this was unreal. Having just landed in American Samoa less than an hour earlier I was still trying to acclimatize to the place, let alone the heat of the situation I was in. My last visit to Pago Pago was almost 10 years earlier, not a lot had changed except that a recent tsunami had demolished a few buildings, but to be honest if you ever have the luck of visiting this special place, you wouldn’t know if Godzilla & Mothra had smashed the place to pieces in the middle of the night.
My company had been contacted a couple of days before by a fishing company in distress and from first reports they had been struggling to maintain temperatures. There was also a suspicion of water ingress.
From the lubricant samples I examined. I swiftly advised the captain to make plans to transfer the product before they lost it all due to fatal compressor failure. At this point in time, it was not even an option to change oil, as there was none!
‘’Admittedly I used some more descriptively blunt language at the time after the technical terminology was lost in translation.’’
I then went to work to make the best of a dire situation. The system consisted of three Sabroe 128HF compressors running in a single stage economised configuration. They were a running a primary sea water, secondary circuit freshwater oil coolers as well as HLI liquid injection via Danfoss TEAT valves. The static evaporators were fed by both hand regulation and what they called Automatics (thermal expansion valves) the network of Ammonia pipework had been installed to provide as much redundancy as possible. Therefore, there were cross overs and three of everything with the exception of the discharge header. Having worked on many Purse Seine vessels previously I knew my way around fishing vessel, however, to save time I asked the 2nd engineer for a drawing. This was the only drawing until it was updated to a more conventional Process & Instrument Drawing in 2013.
The drawing, which is now framed on my bookshelf, looked
10 www.irhace.org.nz
‘’After draining approximately 20 litres of what could only be described as diarrhea flavoured ice cream.’’
To my amazement, a strange pink ooze was sampled from compressor three, Number one was thin and cloudy and number two was thick and black. It was clear to say that these compressors would not spin for much longer without intervention. I had experienced
★ FEATURE
Stunning Pago Pago hooks inside the mouth of a volcano and is home to most of the Pacific’s deep sea Tuna fleet. It’s a bustling vibrant village nestled amongst a beautiful landscape and beneath the picturesque and appropriately named ‘Mount Lava’.
Compressor 3
Oil Sample
Compressor 1 Oil Sample
Compressor 2 Oil Sample
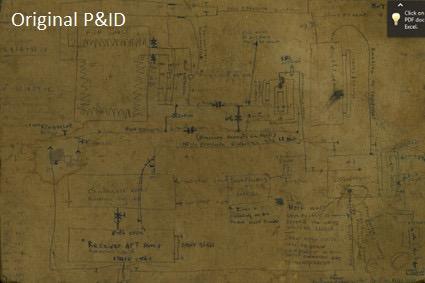
as though it had been put together by the crew after consuming a bowl of peyote each. Once I had stopped giggling, I gazed around the Machinery control room (MCR) which was centrally positioned looking out above the main engine and axillary generators. In the corner of my eye, I noticed an Ammonia water sampling beaker.
I proceeded to sample Ammonia from the LP accumulator number two. After draining approximately 20 litres of what could only be described as diarrhoea flavoured ice cream. 50 ml of Ammonia was drawn, a final result of 30 ml of highly contaminated Ammonium hydroxide. I could ascertain that this system contained a serious amount of water along with a bunch of other nasties. This had no doubt confirmed the water ingress.
‘’I did not believe that the compressors would last the night judging by the violent cacophony of spoon noise.’’
There was no easy way to explain the situation to the vessel manager apart from the system was in a tragic state. Admittedly I used some more descriptively blunt language at the time after the technical terminology was lost in translation.
As Ammonia forms a compound with water there is no way to dry it without distillation. Danfoss invested in a great deal of research to manufacture a specialised drier core with no real results. This is due to the vapour pressure of water being beneath the corresponding refrigerant evaporating temperature provides no way to move the water from the low-pressure accumulator.

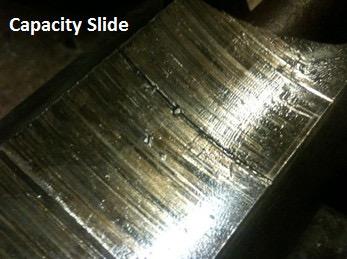
That being said the compressors were still trucking on which is a testament to Danish engineering. Compressor two current draw was noticeably lower than that of the other two. I identified that the capacity slide was seized. We shut her down and firstly inspected the suction strainer. Astonishingly we removed multiple salt crystals the size of a Softballs. Unfortunately, I was unable to take an image as I was under the pump and covered in ice-cream, needless to say I don’t think I will see this again.

The work that needed to be completed to revive the system would be highly difficult in Pago Pago due to both staffing engineers as well as sourcing and transporting equipment. All this aside the vessel required three more days’ operation before it was allocated an unloading berth across the bay. I did not believe that the compressors would last the night judging by the violent cacophony of spoon noise. However, myself and the rag tag bunch of assistants began to make improvements to prolong the inevitable.
On inspection of the UNISAB controllers I had identified that the oil pressure cut outs had all been re-calibrated to bypass oil failure. I changed the filters one by one and found each severely blocked with the same ice cream as previously mentioned.
polished it up the best we could and got her running under full load.
By this stage I had been working for almost 26 hours, so it was time to call it a day. On arrival to the vessel the following morning, I found one compressor had destroyed itself and by 10 am a second had failed indefinitely. Finally, aware that I wasn’t just being a sensationalist the company managed to organise the offload of their product that afternoon.
The following few days I began making plans and procedures for the purification of the system in which they still insisted took place in Pago Pago. This was going to be impossible to resource, so I returned home. As the Ammonia was beyond saving, 3500 kg of now contaminated Ammonia / Ammonium hydroxide mix was released to atmosphere at sea. Something I wish I was able to witness but at the same time did not want to be associated with.
“having no curtains to hide from the sun were getting rather hot, bored and consequently, drunk and agitated. In one instance the chef received a stab wound to the stomach by one of the crew”.
In the following weeks we received a large wooden box full to the hilt of corroded and highly damaged compressor parts in which we were asked to overhaul. Between three of us it took over a week
FEATURE ★ October/November 2021 11
to clean before we could even begin assessing the damage. The compressors were no longer available from the manufacturer, so we made one machine out of three compressors and sourced the other two from abroad.
Myself and another technician returned a few weeks later to recommission the system, to our surprise nothing had been completed as per my detailed instructions since my last visit. So, we were forced to start from scratch as well as make do with what we could on the island. The system was empty, and nothing had been done to purify it in any shape or form. There was a deadline of 12 days, so we made

At the time there were no published Ammonia contamination case studies available which is one of my drivers to write this informative and hopefully entertaining article, we really had little choice but to experiment, having past successful purification experience with fishing vessels, I had cleaned the systems rightfully or wrongfully with evaporative solvents, not having this luxury we had to manufacture a makeshift purification system. There was nothing that would even possibly resemble what I pictured in my mind available in Pago Pago, so using the curtains from the crew’s accommodation held across the top of a 200L drum with rope to act as a solids filter.
The low side of the system consisted of nineteen fish wells, all supplied by manually regulated dry expansion static coils. Each Fish well had dual circuit and valve stations mounted within a Pipe alley or the appropriately named two story 60m x 2m alley of “death” situated

We broke each line and had tee pieces and ball valves installed so that we could safely circulate the cleaning medium as well as drain the circuits as low as possible given that they were still situated a number of meters below this.
We quite ingeniously circulated each well with degreaser that was stocked on board to wash the engine room floor. With a few curtain changes, all the sludge and solids were removed. We then flushed each circuit with fresh water until it was running clear. If I was to come across this situation, I would use the same procedure. Evaporative solvents are carcinogenic and respiratory irritants.
the Air conditioning and Provisions was of course supplied by the main plant which was going to be in disrepair for an untold length of time. The crew with nowhere else to reside and on a minimum daily allowance, and with now having no curtains to hide from the sun were getting rather hot, bored and consequently, drunk and agitated. In one instance the chef received a stab wound to the stomach by one of the crew, from the translation I received it was for repeatedly serving potatoes for lunch. Apart from the now wounded Chef, we were the only ones working and for two hairy chested descendants from temperate climates, we were going through episodes of depression and anger ourselves. I remember at one stage being in the MCR and measuring the ambient temperature at 51°C.
I was approached by someone asking when the system was going to be operational, with just the expression of rage he walked away without a reply on my behalf. Luckily, we managed to be in a perfect emotional cycle, where when one of us was down ready to quit or throwing things in a rampage when the Teflon tape tangled, the other was right there to pull each other through.
We eventually managed to find solace by pouring iced water on our heads and after going through four to five t-shirts a day we eventually ended up wearing shorts and rags on our head. Luckily no pictures exist.
The next step was to remove as much water as possible, ideally dry nitrogen would have been more suitable however we pressurized the circuits and pipework using the ships two stage compressed air system to nine bar. Using the ball valves, we proceeded to rapidly vent each low point until minimal water vapour was present and when I mean minimal I mean it was still mighty wet but it was the best we were going to get. Having no vacuum pump or dry nitrogen, the ships fire pump and wet deck bilge venturi was the next best thing. Although we were not going to be reaching the triple point and removing a large degree of moisture, it was 45°C and we were able to reach a -80kpa vacuum at best so there was going to be some evaporation of moisture occurring.
Whilst the rest of the system was evacuating, we took the opportunity to remove the Coalescors, noticeably there was a few issues. The system was very dilapidated and dangerous, there were no Ammonia detection systems, and the ventilation may as well have been an elephant swinging a banana leaf with its trunk. I decided to walk away again at this stage and leave the duty of care and system re-
12 www.irhace.org.nz
★ FEATURE
commissioning to the newly appointed chief engineer. Of course, this did not go down too well with the ships management, but we are lucky to

Again, I left a step-by-step procedure with the vessel. This primarily consisted of regular oil changes and Ammonia purification as many times as possible until it was clear. The vessel was lucky enough to have an intermediate pressure plate heat exchanger which was dedicated to the Accommodation air conditioning system. We decided to utilise this as the purifier.
A purifying cycle was simply completed by isolating the liquid Ammonia supply and allowing to pump out the then draining off any contaminants. The crew were instructed on the procedure & off they steamed into the sunset.
I received the first report on the 10/06/2010.
4 Litres were removed 3 times a day for the first 3 days. Then 3 litres twice per day for the following two then to 1.5 twice a day until the 20th of the month in which it had reduced to 500ml. This continued until the 11/11/ 2010 until only <100 ml was being rectified from the PHE. Totalling approximately 200L.
As expected, the vessel continued to destroy the obsolete compressors. Maintaining a spare on rotation, I think from memory there was ten or so rebuilds that year so needless to say we become quite proficient at both removing them and overhauling. The ship was luckily enough to fish most of the season, band-aiding the foreseeable issues as the came about. Un-surprising, the schedule of intrusive maintenance which was put forth was not followed once they had the ability to operate. Something not uncommon in our New Zealand based production facilities. The vessel eventually returned to Port for some much-needed special attention. The first thing I noticed on arrival was the Oil pressure safeties were bypassed yet again!
It was decided that the ship must be turned around in six weeks. As the bandages were removed on all assets, one by one, the more ‘gangrene’ was discovered, and this “quick” repair visit turned into a full retrofit lasting the better half of a year involving hundreds of contractors.
‘’The sludge! I have never experienced so much. It was unimaginable & eventually became laughable’’.
Apart from all the corrosion repairs, purification was the at top of the priority list. The most challenging task was working in such close proximity to the public being Auckland Viaduct. Looking back now with my accumulated Health & Safety experience, in hindsight our company should have engaged an independent consultant. Needless to say, we made sure that all Ammonia transfers were completed with the wind direction in our favour and safe work method statements and risk assessments were completed regularly. It ended up taking weeks to finally ventilate the Ammonia to a point where we could open the system beyond the point of no return.

Every asset was overhauled on-board, so we were constantly waiting and working around other contractors. Something I was used to having completed five other retrofits but frustrating all the same. We were able to make a good hit on the engine room early on which is what I found the most interesting
The sludge! I have never experienced so much. It was unimaginable and eventually became laughable. All low points were drained, and every valve and component were overhauled. Extra filters were fitted to the compressors and eventually the liquid line was provided with an ancillary commissioning filter. Every filter was additionally fitted with magnets for removal of any ferrous material.
In the spirit of sharing knowledge with our industry, we have an online library of free Covid-related resources around ventilation on our website, covering healthcare, swimming pools, commercial buildings, and re-entering buildings after lockdown.
www.jacksons.co.nz FEATURE ★ October/November 2021 13

The Oil separators were probably the most challenging, the images do not provide the scale of the contamination with enough justice, the thick layer on the wall of the vessel reassembled that of a septic tank. Not only were we tasked with inventively cleaning them we were only able to access them through a 2” port.
I commenced the experimentation firstly with solvents with very little success, without agitation, it was hopeless. I tried to mop it as best as possible with a rag on a stick, envisioning that Friends episode where Ross massages a big sweaty guy in a similar fashion.
I manufactured a purification set using a pneumatic pump and a 10-micron filter and had a second attempt, there was an improvement but nothing to rave about. I took a sample to a chemical engineer who suggested Sulphatic acid. This next level approach worked a treat! A little too well, the sludge was gone, but it was causing oxidation on everything above the tideline, fearful of causing further damage I used oil for the remainder of Compressor three with the aid of removing any contaminants as well as providing the wall of the vessel some much needed lubrication.

I successfully utilised sodium hypochlorite degreaser on Compressor two, this performed well and since it was not volatile or so corrosive it was much more user friendly. Compressor one, I thought it would be worth the opportunity to trial just the oil, mainly to prove a chief engineer wrong.
After 96,000m3 of Dry nitrogen and endless series of leak repairs. We commenced evacuation, the best we were able to achieve and maintain with a newly imposed deadline was an 8,000-micron vacuum. In the Marine industry refrigeration is always the first on and last to leave. Although apprehensive the charging of 3,000 kg of Ammonia went without a hitch. So, we were ready to fire her up.
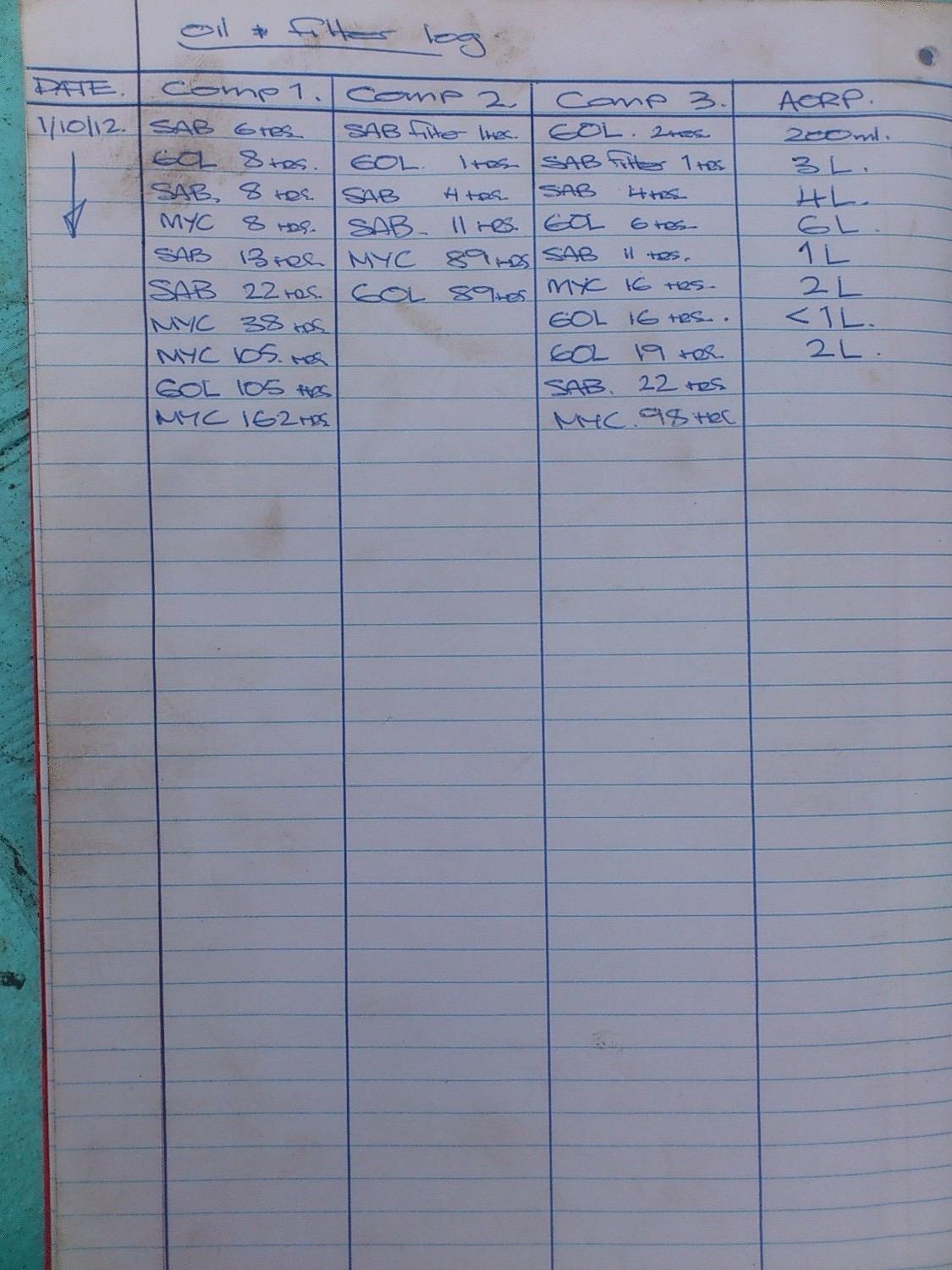
Compressor three was started first as sacrificial anode. It was in the worst condition and after less than an hour clocked the oil filter differential on the very expensive Sabroe filter was clogged. We immediately performed an oil change and changed filters as well switched over to the washable Mycom filter.
As you can see from the oil filter log, the degreaser/ oil purification was a good solution. Compressor three eventually improved to be the best method of cleaning but required further oil changes to get to that point. Compressor one continued to require oil and filter changes until it improved.
which were all pretty badly soiled. The liquid line was inspected a further 100 hours later however produced no visual contaminates. This fact alone is why when I commission a land-based system and find excessive foreign material I tend to question the quality and care of the installation. If a filthy catastrophically failed system can be cleaned with degreaser and stripped back to bare bones and produce these results, there is no viable reason to have any level of contaminants in a new installation.

During the retrofit we installed an oil rectifier in common circuit with each of the three accumulators. This system was DX, but on occasion when run by a Muppet it would flood back heavily. Where we
14 www.irhace.org.nz
★ FEATURE

were to remove waste oil and water we flooded back in a controlled manor. We also removed Ammonium Hydroxide from the dedicated Ammonia Oil Rectifier Purifier (AORP) totalling nineteen litres until hand over to the vessel engineers.
The is really about all I need to harp on about this, I could carry on with more tales, but it would be less about contamination and more about the mad life of deep sea fishing.
• The crucial elements are all there:
• Don’t put water in a refrigeration system!
• Listen to your service provider’s instructions.
• You don’t have to buy a special branded purifier if you have spare evaporators.
• If the oil is that dirty you have to change the oil filter twice… Change the oil.
• Degreaser works as an excellent cleaner (Confirm suitability and no ammonia present).
Ensure you have a stringent asset management system to avoid this all occurring.
I was luckily enough to be invited to train the new chief engineer on how to operate the system. Which was brilliant I have always wanted to see a Purse Seine vessel in full swing. The system was mostly all manually controlled therefore on pull down of 100 ton of tuna was jagged we were ritualistically adjusting hand expansion valves and monitoring the system up to 22 hours a day. These days the system has been fitted with electronic expansion valves which worked brilliantly at first but since little maintenance has been performed it has suffered further contamination numerous times. It is however still fishing to this day with the same compressors clattering away.
I have been wanting to get this story out of my head for some time and admittedly not being a literary or engineering genius it has taken a bit of effort. But if this can give someone a bit of insight to what can go wrong what to do as well as make a few people laugh it is worth every penny so to speak.
This project was truly massive, something no one could have predicted. It’s absolutely imperative that I acknowledge the boys, they were nothing short of amazing for all of their dedication and effort.
The repeated shift work and late nights away from loved ones and remaining motivated and positively supportive every step of the way in one of the most hazardous and harshest workplaces around.
This little story is dedicated to all the hard times we got though collectively; Dave Wilson, Imre Ujfalusi, Matthew Watson, Brendon Murray, Mitch Young. Boomba, Fillip Skoljarev, Jack Burgess, Tim Clubb and Ralph Mc Torres.
Special thanks: if you ever read this, a thousand apologies to my beautiful daughter Novah for not being there for you during this job. I will never work this hard on a smelly fishing boat ever again I swear. This work provided me with some unforgettable memories and learning curves. Meeting interesting characters’ witnessing stunning sunsets, being out on the ocean without land in sight, dolphins in the morning, wrestling sharks where they shouldn’t be, helicopter rides, eating the freshest Albacore and being paid for the experience all the way.
If anyone ever needs any assistance on this subject, I would be happy to provide you answers from my experience in greater detail. please feel free to drop me a line paddy@ammonia.co.nz

October/November 2021 15 FEATURE ★
Digital Boost Alliance Aotearoa
Big businesses commit to help small businesses get digital
The Digital Boost Skills Training programme is free for all Kiwi small businesses. Digital Boost is a free government support package to help you gain or improve digital skills and explore new ways to do business.
New categories have been added to the platform – so now businesses can explore training modules across the following
areas:
• Digital Starter
• Websites
• Digital Marketing
• Digital Tools
• Small Business Accounting
• Business Insights
• Future Technologies
• Real World Stories
• Expert Advice
Digital Boost Alliance Aotearoa
Big business and organisations have banded together to support businesses and communities across the country to accelerate a Digital Aotearoa with free, subsidised or discounted products, services, support and research.
The Digital Boost Alliance
The Digital Boost Alliance is made up of more than 20 major businesses and organisations. They’ve committed to help grow the use of digital technologies across New Zealand.
Their commitments range from providing discounted or free products or services, subsidised or free digital training, research to help understand the barriers to digital adoption, through to providing support resources and funding.
The big names that have joined the Digital Boost Alliance so far include:
• 2 Degrees
• Amazon Web Services ANZ
• ASB
• BNZ CERT NZ
• Chorus
• Datacom
Facebook
• Google

THE DIGITAL BOOST ALLIANCE IS MADE UP OF MORE THAN 20 MAJOR BUSINESSES AND ORGANISATIONS. THEY’VE COMMITTED TO HELP GROW THE USE OF DIGITAL TECHNOLOGIES ACROSS NEW ZEALAND.
HP (Hewlett Packard)
• Kiwibank
• Microsoft, Ministry of Business, Innovation and Employment (MBIE)
• MYOB
• Rocketspark Spark
• The Mind Lab
• The Warehouse Group Westpac
• Xero
• Zeald
It’s the first time so many high-profile organisations have come together to
collectively offer their support, products and services to achieve a greater scale and impact for small businesses.
Find out more about what the Digital Boost Alliance can offer your business(external link)
Find out more about the Digital Boost Allliance and download the Communications Pack and watch the webinars at https://www. mbie.govt.nz/business-and-employment/ business/support-for-business/digital-boost/ small-business-digital-boost-bimonthlyupdate/august-2021/
16 www.irhace.org.nz ★ FEATURE
How do you significantly reduce the energy use of a restaurant?
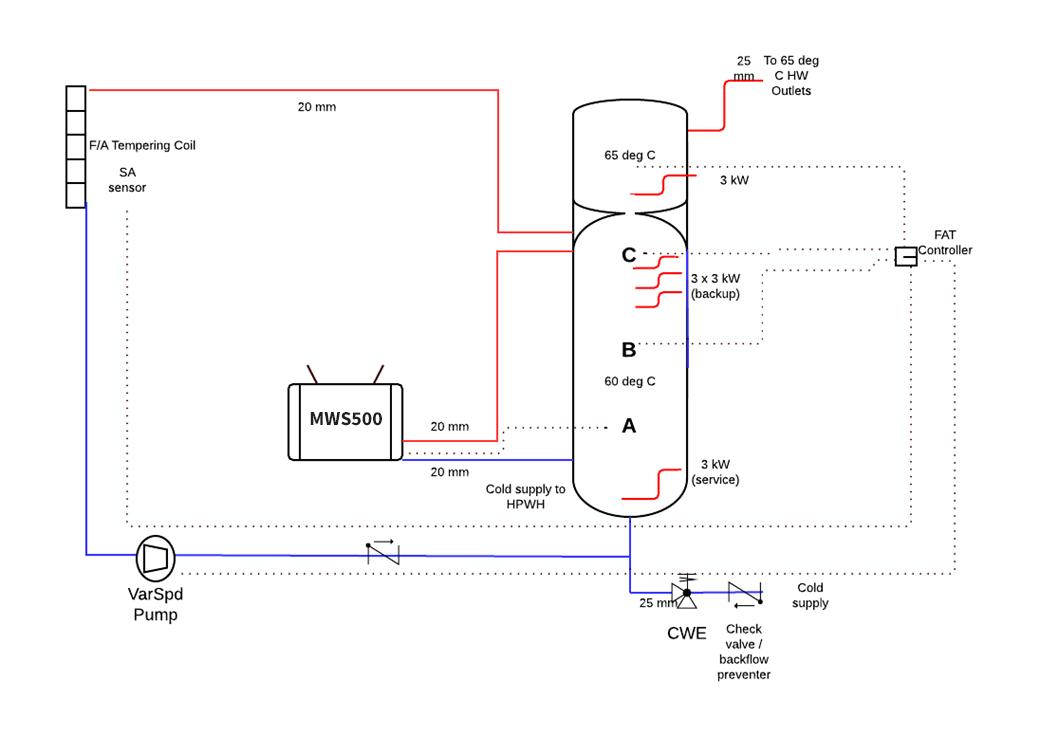
An integrated hot water and fresh air tempering system powered by a Temperzone MAGNUS MWS single pass heat-pump water heater was installed at KFC Rolleston, New Zealand.
This case study provides an assessment of the performance of the system for 12 months. The system achieved an annual reduction in electricity usage of 72.6 MWh when compared with a conventional electric resistance-based system, an estimated savings of $10,900. The HPWH achieved an annual COP of 3.4, corresponding to a reduction in electricity usage of 68%. The system reduced the contribution of water heating and fresh air tempering to the total store electricity consumption from 23% to 8%.
Background
An integrated water and fresh air tempering system was installed at the Rolleston store. The system combines a Temperzone MAGNUS 50kW single pass heat-pump water heater (HPWH) with a 500 L thermally zoned storage tank. Also connected to the system is a 31.5kW fresh air tempering (FAT) coil, embedded in the supply air duct.
Integrating the potable (tap) water heating with the FAT system allows the capital cost of the HPWH to be spread over two significant energy loads, and utilising the spare capacity of the water heater. A zoned hot water storage tank was incorporated into the design to ensure the priority for hot water at the tap was maintained.
The system is monitored using a Splash monitoring system, to determine an energy balance of the water heating system. From this energy balance, the water and FAT energy demands can be separated.
Power and monitoring equipment has also been installed, which measures the total electricity demand of the store, and separately, the electricity consumption of the water heating system. This enables the calculation of the energy savings delivered by the heat-pump water heater as referenced against an all-electric system, as well as a proportion of the total store electricity use.
The traditional installation this system replaces is an 18kW electric storage water heater tank, and a 31.5kW electric duct heater, operating in three stages. A store

in Glenn Innes, Auckland was initially monitored, which provided hot water and fresh air tempering usage data as a daily as well as a seasonal profile. This data was
used to determine the likely energy usage, and therefore electricity savings at the Rolleston store.
System Design
There are several design constraints factored into this system. These are:
• Kitchen hot water is required at a minimum of 65˚C at the tap. Washroom hot water is tempered to 55˚C.
• Hot water is mostly used in the kitchen to defrost chicken in large sinks. Each defrost requires approximately 300 L of hot water within 10 minutes. Defrost events are periodic during the day, based on how busy the store is.
• There is minimal hot water usage during much of the day, other than for defrosting chicken.
• Significant quantities of hot water is also used in the late evening for store washdown.
• The hot water production of the HPWH decreases with decreasing ambient temperatures.
FEATURE ★
Figure 1: Schematic of integrated HW/FAT/HPWH system
Case Study October/November 2021 17
Zoned storage tank at KFC
The FAT energy demand increases with decreasing ambient temperatures.
To meet the simultaneous hot water demand and FAT demand under design conditions (1˚C) ambient temperatures would have required either a substantially larger storage tank, or a doubling in the capacity of the HPWH. Both of these options would have significantly increased the capital cost of the system. An alternative approach has been used instead, using a zoned hot water storage tank in conjunction with a single pass HPWH.
Features of the system include
• The HPWH (MWS500) produces 62˚C water in a “single pass” through the system. This water is drawn from the bottom of the tank, and is added to the top of the lower tank. The “real time” production from the MWS500 is available for “real time” hot water usage.
• The upper tank (40 L) allows for water preheated to 62˚C to be heated to 65 – 68˚C to meet Building Code requirements for kitchen hot water. The upper tank can provide a continuous supply of 65˚C hot water at an unmixed rate of 7 L/min.
• The FAT coil takes 60˚C water from the top of the lower tank, and tempers the incoming air to 18˚C. A variable speed controlled pump maintains the FAT to 18˚C.
• Three temperature sensors allow for the tank to be Zoned, based on the amount of hot water remaining in the tank.
• Zone A: The HPWH begins a reheat cycle. There is full FAT service.

• Zone B: The variable speed pump reduces in speed to minimum to restrict FAT service. The FAT supply air temperature reduces from 18˚C to approximately 13˚C
• Zone C: FAT service is temporarily halted, with all remaining hot water prioritised to the kitchen taps.
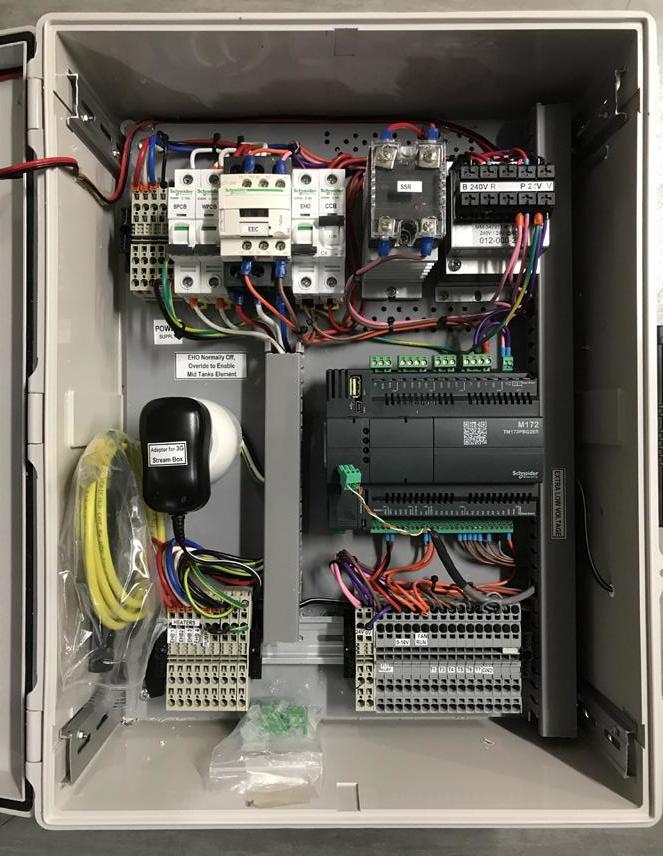
• The FAT Controller maintains the FAT Supply Air temperature to 18˚C, maintains the upper tank temperature to 65-68˚C, and provides freeze protection of the FAT coil.
System Performance
The energy performance of the system has been determined for a 12 month period through the Splash Monitoring system. The monitoring system installed included the following:
18 www.irhace.org.nz
Figure 2: Live view animation of KFC Rolleston system
CASE STUDY
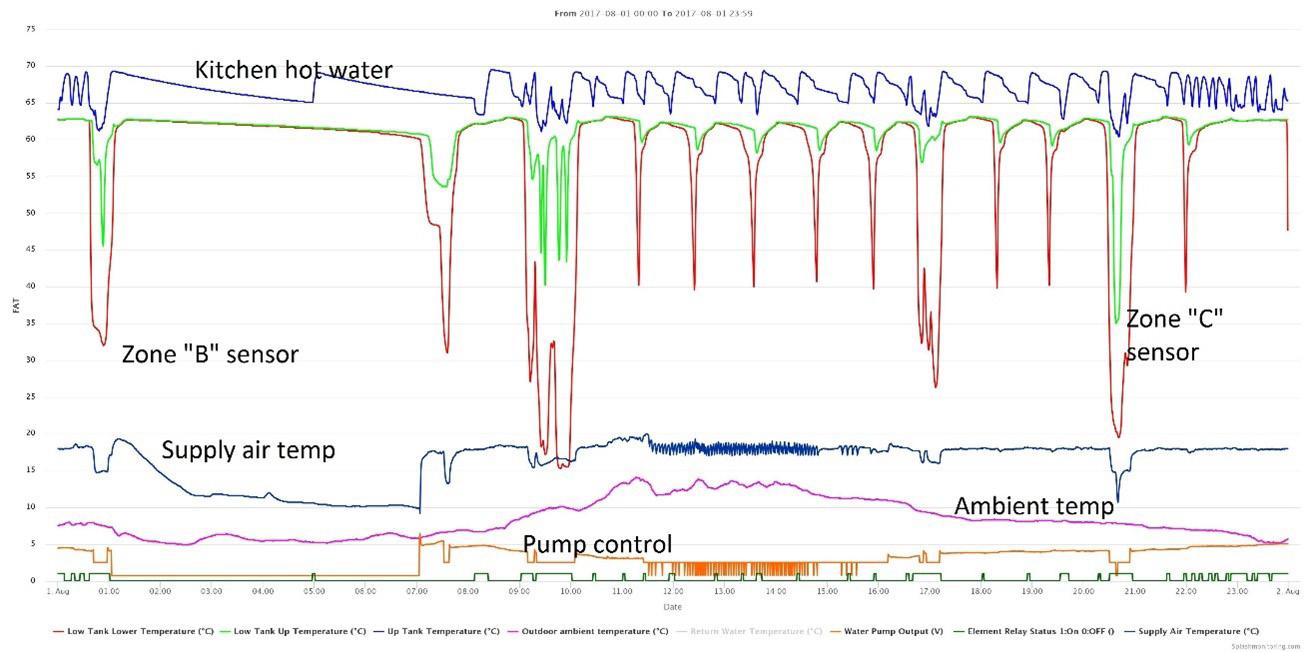
Figure 3: FAT / tank zoning monitored data.
FAT controls / monitoring system / automatic backup at KFC
• Flow meter on the total hot water usage
• Flow meter on the HPWH (total HW generated)
• Temperature sensors on HPWH flow / return, and at each zone in the tank
• Current transducers on the HPWH, and each electric element in the tank.
An animation was developed for this project on the Splash Monitoring platform showing how the system is operating in real time (updated at 30 second intervals.).
The system performance data was downloaded from the Splash Monitoring system in 30 second intervals, and analysed. The key performance data of the integrated system during the monitored period is shown in Table 1.
The average daily hot water consumption of the store was 2200 L and heating this water required 49.4 MWh of energy. The FAT system consumed 57.9 MWh of heated water, resulting in a total water heating energy requirement of 107 MWh. This water was heated using 31 MWh of electricity through the HPWH, and a further 2.33 MWh of electric resistance heating. The HPWH achieved an annual COP of 3.4, and a 68% reduction in electricity consumption compared to an all-electric system. This corresponds to a 72.6 MWh reduction in electricity usage, at a value of $10,900 (at 0.15c/kWh). As a proportion of total electricity usage, an all-electric water heating and FAT system would be expected to account for 23% of the total electricity usage


October/November 2021 19 CASE STUDY
12 month monitoring Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Annual Total Water use (l) 2,152 1,925 2,667 1,967 2,327 2,242 2,362 2,581 2,316 1,920 2,013 1,950 804,662 Energy to heat HW consumed* (kWh) 118 160 156 121 146 143 148 159 140 111 115 106 49,426 Energy produced by HPWH* (kWh) 290 305 453 359 301 403 341 302 208 153 147 179 104,921 Energy used in FAT* (kWh) 183 187 253 270 168 270 200 143 69 45 35 75 57,887 Electricity used by HPWH* (kWh) 85 81 112 115 105 124 107 91 62 44 39 50 30,950 Total water heater elec usage* (kWh) 85 81 115 148 119 134 115 91 62 47 42 53 33,287 HPWH Savings* (kWh) 204 224 306 240 199 278 233 210 145 109 108 128 72,678 HPWH COP 3 52 3 60 3 64 2 73 2 83 3 23 3 22 3 34 3 40 3 48 3 74 3 58 3 40 % savings compared to electric 71 72 64 58 62 67 68 70 70 70 72 71 68 Total building elec use* (kWh) 1,026 987 958 1,040 996 1,007 1,011 988 924 942 945 915 357,863 WH % of total building: Elec System 23 26 19 29 26 32 27 25 19 15 14 17 23 WH % of total building: HPWH System 7 7 10 11 10 11 9 8 6 4 4 5 8 * Daily averages
Table 1: Key performance data during the monitoring period.
Temperzone Inverter OPA Rooftop Packaged units for main space heating and cooling
Individual temperature control
of the store. The integrated HPWH based system has reduced that to 8%.
On-going optimisation of the system occurred during the first half of winter, and this resulted in larger ongoing energy savings achieved by the system.
Assessment of the System Design
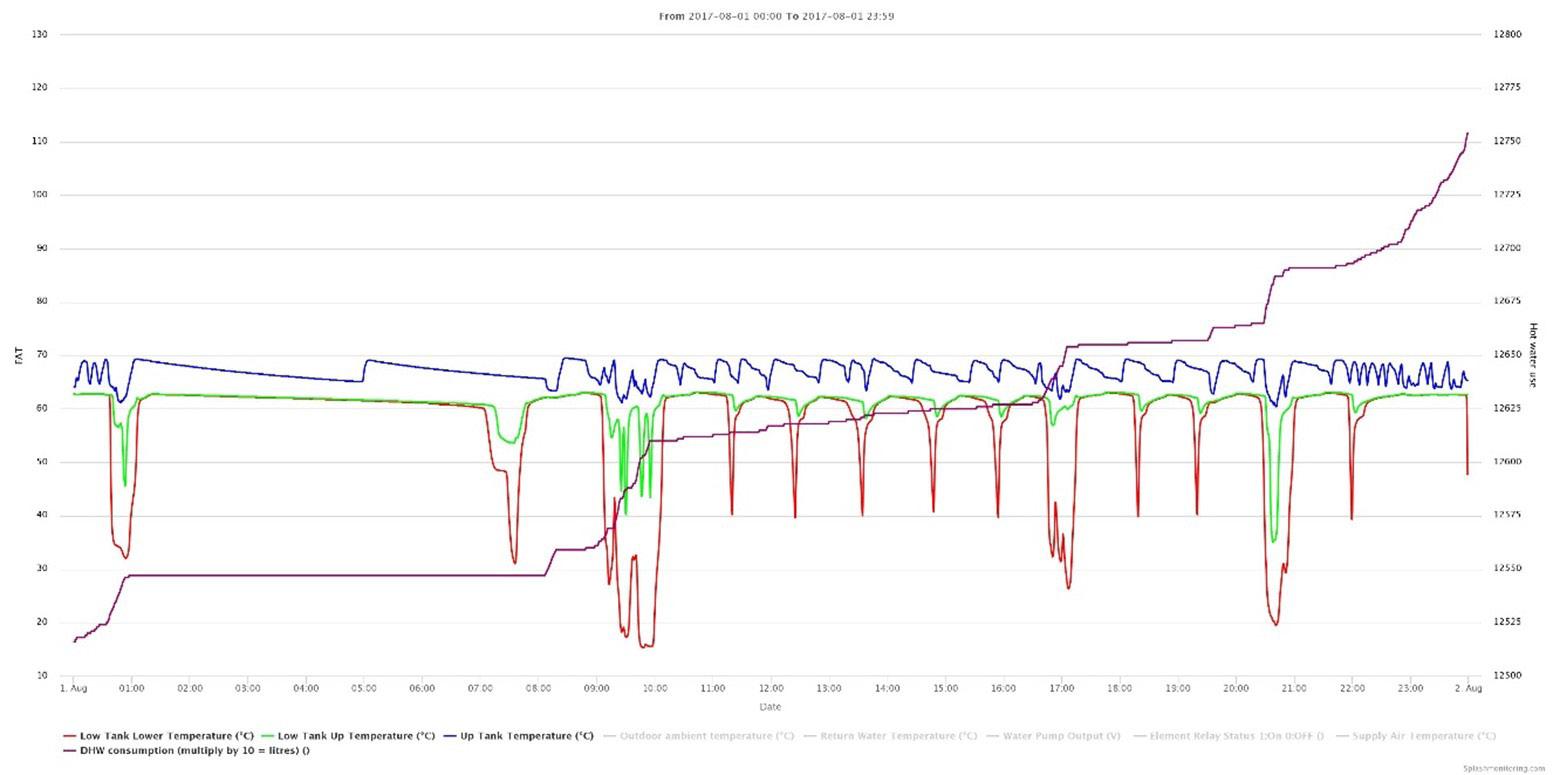
This project demonstrates an integrated hot water and FAT system, using a zoned tank. How this system works in practice is illustrated by considering a snapshot of the monitored data on 1 August. The kitchen taps are supplied with a hot water at the required temperature almost the entire time. It is important to note that the temperatures shown are those at the location of the sensor, not the temperature actually being delivered by the system. The delivered water temperatures will always be hotter than at the sensor, which is lower in the tank than the outlet from the tank.
The Zone B sensor is approximately midpoint up the lower tank. During periods of large hot water demand, the lower half of the tank is depleted of hot water. During these periods, the FAT pump reduces to minimum speed, and the FAT supply air temperature is reduced temporarily from 18˚C to 15˚C. At 20.39, the combination of hot water draw-off, and a high FAT energy demand led to a 2 minute pausing of FAT whilst the system recovered. The single pass water heater allowed the system to recover to normal operation within 20 minutes.
Conclusion
This is the first system to integrate potable

water heating and fresh air tempering using heat-pump water heaters in New Zealand.
The zoned tank system provides a good compromise between capital cost, maintenance of kitchen hot water, and very limited restrictions in FAT service.
The system resulted in a reduction in electricity usage of 72.6 MWh, at an estimated savings of $10,900. The energy savings is the equivalent of the electricity required to operate 23 electric vehicles with a daily commute of 50 km, 365 days a year.
This system is now being installed across the Restaurants Brands portfolio in NZ, including KFC and Taco Bell branches.

20 www.irhace.org.nz
Figure 4: HW demand overlain on tank sensor temperatures
Fresh Air Tempering coil at Rolleston
Temperzone MAGNUS MWS500 single-pass heat pump at Rolleston KFC
CASE STUDY


Compact Single-Pass Outdoor unit featuring ThermoShell Technology.
MAGNUS Single-Pass Potable Hot Water System
E
Conventional Multi-Pass Potable Hot Water System
E.g. A 35kW Single-Pass system produces 600 L/hr of 62˚C water. A 1200 litre capacity tank with a 35kW Single Pass system allows the tank capacity to be extended to a maximum of 2400 litres over a 2 hour peak period with a recovery rate of 600 L/hr. This allows for savings in water heating costs in off peak times and also enables the utilisation of a smaller tank to service peak periods.
Smaller Tank Smaller Pipes Same delivery capacity Heating Capacities 25kW - 50kW � Most efficient system design � Reduced water storage required � Usable hot water in real time � Best storage efficiency � Greatly reduced piping costs � Lower servicing requirements � Lowest running costs � Compact design MAGNUS Single-Pass Design, a revolution in commercial potable hot water systems. MAGNUS Single-Pass systems heat water to 62°C in a Single-Pass. Single-Pass technology is ideal for commercial markets where meeting the peak demand for hot water is the key driver of system specification. Functioning like an instantaneous hot water system, this is the most efficient system for meeting hot water demand in both high and low demand periods. www.temperzone.com Call 0800 692 472 A Single-Pass system supplies hot water directly to the tank and it is ready for use straight away, allowing a reduction in storage capacity to meet demand load. The Multi-Pass system slowly increases the water temperature of the tank on each pass, this system means you can only use hot water currently in the tank. by Conventional Multi-Pass Potable Hot Water System Temperzone’s Single Potable Hot Water System Multi-Pass Outdoor unit with plate heat exchanger Compact Single-Pass O The Multi-Pass system slowly increases the water temperature of the tank on each pass, this system means you can only use the hot water currently in the tank A Single-Pass system su hot water directly to the and it is ready for use st away, allowing a
meet demand load Cold water in Hot water out +5 C ever y pass Delta T 5 ˚C High water flow (larger pipes) Mixing zone 2400 L Water tank Thermostat Th +
reduction storage capacity to
Conventional Multi-Pass Potable Hot Water System
Temperzone’s Single-Pass ThermoShell Potable Hot Water System Multi-Pass Outdoor unit with plate heat exchanger
the water temperature of the tank on each pass, this system means you can only use the hot water currently in
tank
The Multi-Pass system slowly increases
the
system supplies hot water directly to the tank and it is ready for use straight away, allowing a reduction in storage capacity to meet peak demand load
A Single-Pass
g. A Multi-Pass
storage tank must contain suf ficient volume to meet the entire peak usage period (in this example 2400 litres) Whilst the system will begin to reheat the water this hot water is not available until the entire tank reaches a usable temperature Cold water in Hot water out +5˚C ever y pass Delta T 5 ˚C High water flow (larger pipes) Mixing zone 2400 L Water tank Thermostat Cold water in Thermostat +62 C single pass
water flow (smaller pipes) Hot water out 1200 L Water tank Thermostat
system
Lower
Technical education for the HVAC+R Sector

As at 5th October 2021, the new RLNZ website went live and provides improved functionality and information relating to training courses, qualifications, eLearning, Live Online, communications and provider courses in the HVAC&R industry.
Course and Schedule Catalogue
The course catalogue covers both face-to-face and online learning. The new Live Online section provides links and information on what is available such as events and webinars.
There are several different views that provide easy navigation to the topic areas. The catalogue page lists all course templates grouped by category; or the Schedule page is presented in list format.
The schedule provides a short overview of each course and lists the next available dates; and allows you to select Location.
Self service Portal
There is a self-service portal which gives a registered user a complete view about their upcoming and past training including –course instructions, professional development points (coming soon) and certificates.
Check out the new RLNZ website at www.rlnz.org.nz
Doing business with us is a breath of fresh air.


22 www.irhace.org.nz EDUCATION & TRAINING
Ventilation filters for every workplace.

The eLearning List page displays all self paced courses in the online library contains modules on EECA Energy Efficiency for:
• Design Engineers
• Industrial Refrigeration
• HVAC&R Engineers
• Refrigeration and Air Conditioning
Additional eLearning such as the Heat Pumps Good Practice Guide gives good practice guidelines for designing and installing the most common type of residential heat pump system.
These are "air to air single split heat pump systems" also known as reverse cycle air conditioners used primarily for heating and cooling.
CAREL SUPERVISORY SOLUTIONS

Mobile ready local supervisor for small to large installations



The Carel boss interface allows the supervisor to be accessed directly from your smartphone or tablet over the WiFi network created by the supervisor itself. boss simplifies access to system information for all users and guarantees the highest data security and integrity of the local infrastructure.
Integrated WiFi

Modbus, Bacnet TCP/IP, Bacnet MS/TP built in Ideal for cold stores, supermarkets and convenience store applications
High end supervision in a new compact format

Carel boss can also be integrated into a total control panel solution for your refrigeration supervisory needs. Contact us today!

EDUCATION & TRAINING 09 579 1990 www.eurotec.co.nz sales@eurotec.co.nz
boss micro is the latest addition to the boss family of supervisors designed to cover applications like c-stores, petrol stations and quick service restaurants, where a limited number of units is present but advanced system management functions are required as in the larger sizes.
eLearning online library
October/November 2021 23
IRHACE Annual Awards
IRHACE celebrates the hard work and success of individual members through its annual awards. Awards are normally presented at the annual dinner held during the HVAC&R Industry Conference each year. Despite two attempts at running the HVAC&R Industry Conference in July and September both were postponed.
The IRHACE Council has decided that for the 2020 awards, our volunteers shouldn’t go unnoticed and want to acknowledge the amount of work that goes on behind the scenes both at national and branch level. The IRHACE Awards for 2020 are being announced via the industry journal in Oct-Nov 2021.
Congratulations to all award participants – we value your contribution.
IRHACE AWARDS – 1 JAN TO 31 DEC 2020
AWARD CRITERIA FOR IRHACE MEMBER RECIPIENT
IRHACE Past President Award
Awarded to a Past President for Service as President in years 2019-2021.
Branch Chair Award
Awarded to a Branch Chair for outstanding performance, support and commitment
Ashwin supported the IRHACE Council through the pandemic and restructure. We thank Ashwin for his contribution as President 2019/2021.
Elias is the current longest serving IRHACE Branch Chair 2013-current. He is on the Manawatu branch and is always there to support not only his branch but others with his excellent communication and positive outlook.
Cameron was Canterbury Chair from 2016 and stepped down in 2021. His passion has been pivotal in the success of the branch.
Since 2015 Ashwin Patel
Branch Service Award
Presented to a member who most diligently served their branch for the benefit of the Branch and IRHACE as evidenced by
• Assistance in planning branch activities
• Assistance in membership drives
• Assisting in the long-term planning for the branch
• A person being nominated for this award must have been an IRHACE Member for 7 years+.
Kevin's continual effort behind the scenes at branch level and treasurer for the Auckland branch.
Since 2012 Elias MacKenzie
Since 2014 Cameron Shaw
Garrett, for his role and efforts on Auckland branch committee and is currently treasurer.
Since 2003 Kevin Cudmore
Since 1990 Garrett Glynn
24 www.irhace.org.nz
OUR PEOPLE
Looking back at 2020
COVID may have foiled our plans to come together on a national level at the National Conference, but it hasn’t dampened our enthusiasm to enjoy each other’s company, exchange ideas and celebrate our successes…without the worry of border closures or disrupted travel plans
We are all missing those face-to-face meetings and our Trade Nights are one of those times for networking and catching up with fellow members.
Let’s look back to 2020 at the Trade Night held at the Remuera Club in Auckland on 9 December.
Simply click the picture (right) to watch the video on our Youtube Channel. https://www.youtube.com/channel/ UCI3GxaEzhpTlIdGuJp1MIsA
Thank you to our supporters:
Actrol
Air Solutions
Auto Mossa
Pacific Ventilation
RealCold
RefSpecs


OUR PEOPLE
CHILLERS & HEAT PUMPS RHOSS BOILERS & FLUES RENDAMAX, METALOTERM CALORIFIERS LAPESA FAN COIL UNITS ABILTY PROJECTS, NEW SUPER-AIRE Clima Solutions Ltd www.clima.co.nz Tel: (09) 336 1278 gordon@clima.co.nz or rob@clima.co.nz October/November 2021 25
HVAC&R Centre – updates
In September 2021, we received an email from Tony Lawrence.
Dear sir/madam,
I have attached. a scanned copy of my original membership certificate. The year that I joined, they put me on the committee as the service representative for Auckland. My current membership number is 1009. May the IRHACE continue on.
Kind regards,
C A Lawrence (Tony).
New members IRHACE
Shane Batten, Auckland/Northland
Ross Turnbull, Auckland/Northland
Santhosh Thomas, Hawkes Bay/Poverty Bay
Hamish Halcox, Manawatu
Bryce Jellyman, Manawatu
Omar Amin, Auckland/Northland

HVAC&R Centre on the move
As from 1st October 2021, the IRHACE Centre is moving from its premises at 5/42 Ormiston Road, Flat Bush, Auckland to work remotely. This move coincides with our shift to working from digital platforms and our overall integration of systems as well as to save monies across all the entities. The name change to the HVAC&R Centre covers all the operational requirements for IRHACE, CCCANZ, RLNZ and also includes assisting in such areas as the SAG. Executive Officer Gina McMaster and Lois Badham Administrator are part of the operational team and other technical services are outsourced to our partners ThinkIT, Red Office Accounting, Element Design Ltd and the Engine Room. Email us on admin@irhace.org.nz, admin@cccanz.org.nz or admin@rlnz.org.nz
New members CCCANZ
26 www.irhace.org.nz MEMBER NEWS
12364 This is to certify that you are a financial member of The Institute of Refrigeration, Heating and Air Conditioning Engineers of New Zealand Inc 2021. 31 March 2021-1 April 2022 Mark Meyer President 2021-2023
Gauge Refrigeration Management, Manawatu
Courtesy of Tony Lawrence
Tony's original certifcate from 1971 and the current member certificate.
Why deal with a climate control companies association members (CCCA)?
Our membership encompasses companies who willingly accept the responsibility and discipline of a recognized trade association. They emphasise the professionalism we believe should identify our industry. CCCA companies have total belief and confidence in the products and services they supply – and are prepared to undergo the scrutiny of their fellow professionals should the occasion arise. CCCA professionals promote a responsibility towards their customers that goes far beyond commercial considerations.
JOIN NOW AS AN AFFILIATE MEMBER
Supporter of industry
Training organisations or providers
Societies or Government entities

Manufacturer, franchisor, consultant or partnerships

MEMBER NEWS
October/November 2021 27
World-leading Refrigerated Food Dryer developed in New Zealand
The revolutionary REXMOI™ Refrigerated Food Dryer has been developed in Tauranga by Drying Solutions Ltd over the last 25 years.
It consists of a closed insulated chamber where food-grade products are dried by a re-circulating airstream which is conditioned by a special refrigeration system. The chamber is constructed from specially imported insulated panel with a stainlesssteel inner surface. The complete chamber and refrigeration system are mounted on a solid galvanised steel frame to enable easy movement by a forklift.
The REXMOI™ dryer can be used to convert low-value material, and even waste-product, into a high-value product for the discerning world market. So far it has been very successfully used for drying fruits, vegetables, leaf, petfood and various other products. One satisfied customer has recently described the dryer in their advertising material as being “a new state-ofthe-art air-dried pet-food technology being the first of its kind in the world”.
The wet product is loaded onto special stainless-steel trays in the preparation area and the trays are then fitted into purposemade trolleys. The trolleys are then easily and safely wheeled into the drying chamber via a specially designed lifter or ramp. Several tray designs are available to optimize the flow of air over different types of products. Once drying is complete the trolleys are removed from the chamber and the trays emptied – by a specially-designed machine if required.
The dryer is made in a range of sizes to suit different applications, from a small unit that can be operated from a single phase 10amp socket to larger three-phase units. The largest one developed to date can typically dry 500kg of wet product down to a moisture content of 10 – 15% in 8-10 hours, depending on the product being dried and the initial moisture content. Its performance is vividly shown by water flowing from the drainpipe, initially up to 60 - 70 litres per hour, reducing as the product dries out.
Benefits
This dryer has relatively low energy use as the refrigeration circuit transfers thermal energy between the drying chamber and the outside air, rather like a heat pump. Efficiency is further enhanced by using a separate autonomous refrigerant run-around circuit


and a liquid sub-cooling coil.
This dryer is designed to provide a very wide range of drying conditions, from below 0oC to 70oC, to provide optimum conditions for each specific product at each stage of drying e.g., initial warm-up, low-temperature drying, high-temperature drying and final
cooling. This means that a unique ‘drying recipe’ can be created for each product. For example, one may need to be kept below say 30oC to avoid deterioration, whereas another may need to be quickly heated to above say 40oC to minimize bacterial growth.
The drying chamber is very hygienic which helps the user to comply with food safety requirements, and there is no emission of smells into the surrounding area during the drying process.
Technical description
The heart of the dryer is a refrigeration system with a variable speed compressor, indoor and outdoor coils and several electronic control valves, to provide the various drying stages as detailed below. The indoor and outdoor coils are fitted with variable speed fans and the whole system is operated via a programmable logic controller (PLC) to automatically create the required air temperature and relative humidity in the chamber.
Initial heat-up
This stage is used to heat the drying chamber and product to the required temperature
www.irhace.org.nz 28
PRODUCT FOCUS
at the beginning of a drying cycle, typically about 45oC.
The refrigeration system operates in ‘Reverse-cycle’ mode, transferring energy from outside and using it to heat the air inside the chamber.
Low temperature drying
This is the main drying stage. The refrigeration system operates in cooling mode, removing energy from the air flowing from the product so that moisture is condensed on the cooling coil. The air is then re-heated as necessary by a heating coil. To maximize efficiency, special controls ensure that ice doesn’t normally form on the cooling coil, but if necessary ultra-low temperature cooling can also be provided with periodic defrosting of the coil.
Once the relative humidity of the air leaving the product has dropped to about 15 – 25% the high temperature drying mode can be used if required.
High temperature drying
This stage is used when the product needs to be heated to a high temperature for quality control. Operation is like low temperature drying, but additional heat is provided via the heating coil. The speed of the compressor is reduced as required to keep the motor current within the design range.
Cooling
During this stage the refrigeration system operates in cooling mode, removing energy from the air flowing off the trays so that the product is cooled as quickly as possible to the set-point temperature, typically about 20oC, or below 2oC if necessary.
Intellectual property
Extensive steps have been taken to protect the intellectual property embodied in the REXMOI™ Dryer and in the drying process, including numerous patents and trademarks.
Users are granted a licence to operate their dryer and to use the intellectual property embodied in the dryer and the drying process. They are also required to sign a Confidentiality Agreement.
Development of the dryer
This revolutionary dryer has been very largely conceived, designed, developed, and built by Robert Barnes of Tauranga. With a very rare combination of electrical and refrigeration qualifications, Robert set up his own business in Tauranga in 1990 and became known for his innovative approach to system design and problem-solving. This was demonstrated at the IRHACE conference in 2002, when his design of a refrigeration system for a

Tauranga cool store was Highly Commended as part of the Energy Efficient Industrial Design Awards. This encouraged him to develop a vision he had been forming for some time of using refrigeration to create an efficient and effective dryer.
After moving to Tauranga in 1999 I got to know Robert and was privileged to observe the dryer’s development over the years. It was not long before we started discussing the drying concept and developing his design, and in time Robert built the first prototype. That included the base and chamber, all refrigeration and electrical work, writing the control program and commissioning the control system. He carried out many trials with a variety of products, progressively refining the design and developing the idea of an individual ‘drying recipe’ for each product.
In more-recent years Robert has involved several local sheet-metal companies in the detailed design, fabrication, and assembly of the sheet-metal parts of the chamber, trolleys, and trays, and in the preparation of CAD drawings for the whole dryer. He also retained local companies to do the refrigeration and electrical work to his design. Their input has greatly advanced the manufacturing capacity of the dryers and made it easier to customise units for individual users.
Once a customer has been provided with a dryer Robert works closely with them to create the best possible product by optimising the operation of the control system. He also provides ongoing monitoring and maintenance as necessary, including dialling into the control system remotely to check the dryer’s performance and adjust the controls as necessary.
Over the years submissions were made to several funding providers and politicians, seeking help with the costs of development and patent protection, but without success so Robert has carried all the costs himself.
Next steps
REXMOI™ dryers are now being used throughout the country for a wide range of products, with some users being start-up businesses. One customer has seen their production increased tenfold since converting to these dryers. One dryer has also been exported to Australia, and it is expected that many more sales will be made in future, as more people in New Zealand and around the world become aware of the dryer’s unique potential and seek to expand their production or develop new products.
Robert has summed up his journey by observing that when you take on a project like this you put all your effort and resources into it without knowing how successful it will be, so he is very happy with the outcome to date and the future potential. He gladly acknowledges the ongoing support he has received from all his suppliers, many of whom are industry stalwarts, including Stuart McKenzie of Comprex, Harvey Win of Pattons, the staff at Omron Controls, and Craig Duff of Active Refrigeration. He is also deeply grateful for the tireless support of his wife Paulette, being the accountant, office worker, and typist – and for keeping him on the straight and narrow! Robert also wishes to thank the writer of this article for all his assistance in various aspects of the development of the REXMOI™ Dryer. Robert considers that this project has been a great technical platform for understanding refrigeration and its properties, and the properties of moist air and how it affects the refrigeration system.
With the passing years, Robert is now contemplating how to pass the business on to someone with high-level skills across fabrication, refrigeration, electrical & controls, and marketing, who can take it to the next level and realise its full potential.
Brian Jackson - IRHACE Life Member
PRODUCT FOCUS
October/November 2021 29
Smooth-Air offers ducted system
Smooth-Air

Smooth-Air offers a design service for ducted systems, including systems with AirTouch zone control.
For 30 plus years, Smooth-Air has been a forward-focused company that is concentrating on quality products. SmoothAir is all about providing solutions and services that match the requirements for the HVAC industry in the 21st century.
Not just a national company, Smooth-Air have global partnerships with sister companies and trusted suppliers. They can deliver to contractors timely solutions that are cutting-edge, provide end-user satisfaction, save time and most of all increase the profitability of the contractor.
THE

Why is Smooth-Air such a great company to have as a supplier? The answer is simple.
They deliberately seek information from their customers on how to make the customer’s business more profitable, they then align their offering to the customer’s and provide individualised solutions that are next level.
Just one of their many initiatives, which are designed to exceed customers’ expectations, is the design package.
Smooth-Air have wrapped their offering for the design of ducted HVAC systems with the state of the art AirTouch zone control.
This offering by Smooth-Air has been a revelation to their contractors. Smooth-Air will calculate air-flows, and design and
30 www.irhace.org.nz
Control With optional Individual Temperature Control Technology, AirTouch temperatures and smartly adjusts airflow as needed around your When some rooms get too hot or cold, AirTouch will adjust their maintain temperature, without wasting energy on rooms already With ITC, wireless zone in doubles temperature 75% 100% OFF quotes ducted colour coded, superimposed Rx, White Petone 7969 Auckland 6 Stanway Pl, Ellerslie Ph 09 579 3257 0800 SMOOTH (0800 766 684) sales@smooth-air.co.nz www.smooth-air.co.nz
AIRTOUCH SYSTEM
WIFI CONNECTION
THE INTERNET WHICH ENABLES
SMARTPHONES. THE SYSTEM
TRACKING, ENERGY AND AIRFLOW MANAGEMENT TECHNOLOGY,
GREATER EFFICIENCY AND
THE AIR CONDITIONER.
HAS A CLEVERLY CONNECTED SECURE
TO
REMOTE ACCESS VIA
ALSO ENABLES RUNTIME
THIS ENABLES
ENERGY SAVINGS FROM
Smooth-Air’s design offering, combined with the Air-Touch system, is the complete package for optimal Individual Temperature Control Technology.
The AirTouch monitors temperatures and smartly adjusts airflow as needed around the home or office environment. When some rooms get too hot or cold, AirTouch will adjust the airflow into these rooms to maintain temperature, without wasting energy on rooms already comfortable.
and Verona. DuraTex is also available in these colors
Patterns are available on some fabrics, but may require a premium charge
The AirTouch system has a cleverly connected secure WiFi

Smooth-Air will provide itemised quotes for your AirTouch zone controlled ducted systems.
Rx, White
connection to the internet which enables remote access via smartphones.
The system also enables runtime tracking, energy and airflow management technology, this enables greater efficiency and energy savings from the air conditioner.
The combined offering of ducted system design and Air-Touch from Smooth-Air is a game-changer for the HVAC industry. Smooth-Air is thinking smarter by using leading-edge products and technology to provide excellent outcomes for their valued customers.
Please enquire with your local Smooth-Air representative, or call 0800 SMOOTH, as to how this service can work for you.



We can also make professional colour coded, ducted design presentations superimposed over your customers’ house plans.

With optional Individual Temperature Control Technology, AirTouch monitors temperatures and smartly adjusts airflow as needed around your home. some rooms get too hot or cold, AirTouch will adjust their airflow to maintain temperature, without wasting energy on rooms already comfortable. With ITC, you get wireless On/Off zone in your home doubles as a smart temperature sensor. 75% 100 OFF
Zone Control
on Sedona-Xm
available
Fabric Colors specific color types and patterns.
Light
texture of fabric or dye lot. Fabric
colors for Sedona-Xm,
Also available: Cover-Up Sleeve Concealing DuctBelt and Anchors (Standard
and TufTex or
as an upgrade)
White Tan Blue Stat-X,
Blue Rx, White
Colors
TufTex,
and
Concealing
also
may
Christchurch 264 Annex Rd, Riccarton Ph 03 343 6184 Wellington 15 Te Puni St, Petone Ph 04 566 7969 Auckland 6 Stanway Pl, Ellerslie Ph 09 579 3257 0800 SMOOTH (0800 766 684) sales@smooth-air.co.nz www.smooth-air.co.nz
Also available:
DuctBelt and Anchors available as an upgrade) Blue
available in these colors
require a premium charge
patterns.
Also available: Cover-Up Sleeve Concealing DuctBelt and Anchors (Standard on Sedona-Xm and TufTex or available as an upgrade)
White Tan Blue Stat-X, Light Blue
lot. TufTex, and
Smooth-Air
Verona. DuraTex is also available in these colors available on some fabrics, but may require a premium charge
October/November 2021 31
Preferred

Discovery
Quest Whangarei


NATIONAL EVENTS
32 www.irhace.org.nz Events COMING SOON 5.30pm - 8.30pm Semenoff StadiumVenues and Events Whangarei Northland Events Centre, 51 Okara Drive 0110 Whangarei New Zealand With Guest Speakers IRHACE TRADE NIGHT WHANGAREI
Date Location Virtual Link Event 2021, 29 Sept – 2 October Istanbul, Turkey www.sodex.com.tr ISK Sodem 2021 2022, 11 Apr – 13 Apr United Kingdom https://ior.org.uk/events/ICCC2022 7th IIR Conference, Sustanability and the Cold Chain 2022, 16-18 Aug Melbourne, Australia www.arbs.com.au ARBS 2022 2021, Nov 23 and Nov 30 Online from AIRAH https://www.airah.org.au/Future_Of_ HVAC/Default.aspx The Future of HVAC 2021
INTERNATIONAL EVENTS
Accomodation Options with Discounts.
(Book Accomodation Early)
Hotel Whangarei
Hotel
Conference Centre Code: DHotelsVIP01
Disctinction Whangarei
&
Code: IRHACE
Date Location Virtual Link Event COMING SOON Whangarei, New Zealand www.irhace.org.nz Trade Night Whangarei COMING SOON North Island, New Zealand www.irhace.org.nz Golf Day, Auckland, Waikato, Bay of Plenty 2022, 6-8 May Auckland, New Zealand www.irhace.org.nz HVAC&R Expo and Conference



Advertise in the IRHACE Industry Journal Bi-monthly publication dedicated to the HVAC&R Centre The Industry Journal for the New Zealand Refrigeration, Heating, Ventilation & Air Conditioning Industries Inside this issue: REHVA COVID-19 guidance www.irhace.org.nz Inside this issue: heritage buildings: review night Hotel The Industry Journal for the New Zealand Refrigeration, Heating, Ventilation Air Conditioning Industries –www.irhace.org.nz Calculating Combustion Air the refrigeration industry Post... ‘World Refrigeration Contact: HVAC & R Centre - admin@irhace.org.nz www.irhace.org.nz The Industry Journal for the New Zealand Refrigeration, Heating, Ventilation & Air Conditioning Industries Check out our Facebook group at www.facebook.com/groups/1158608134338628 October/November 2021 33
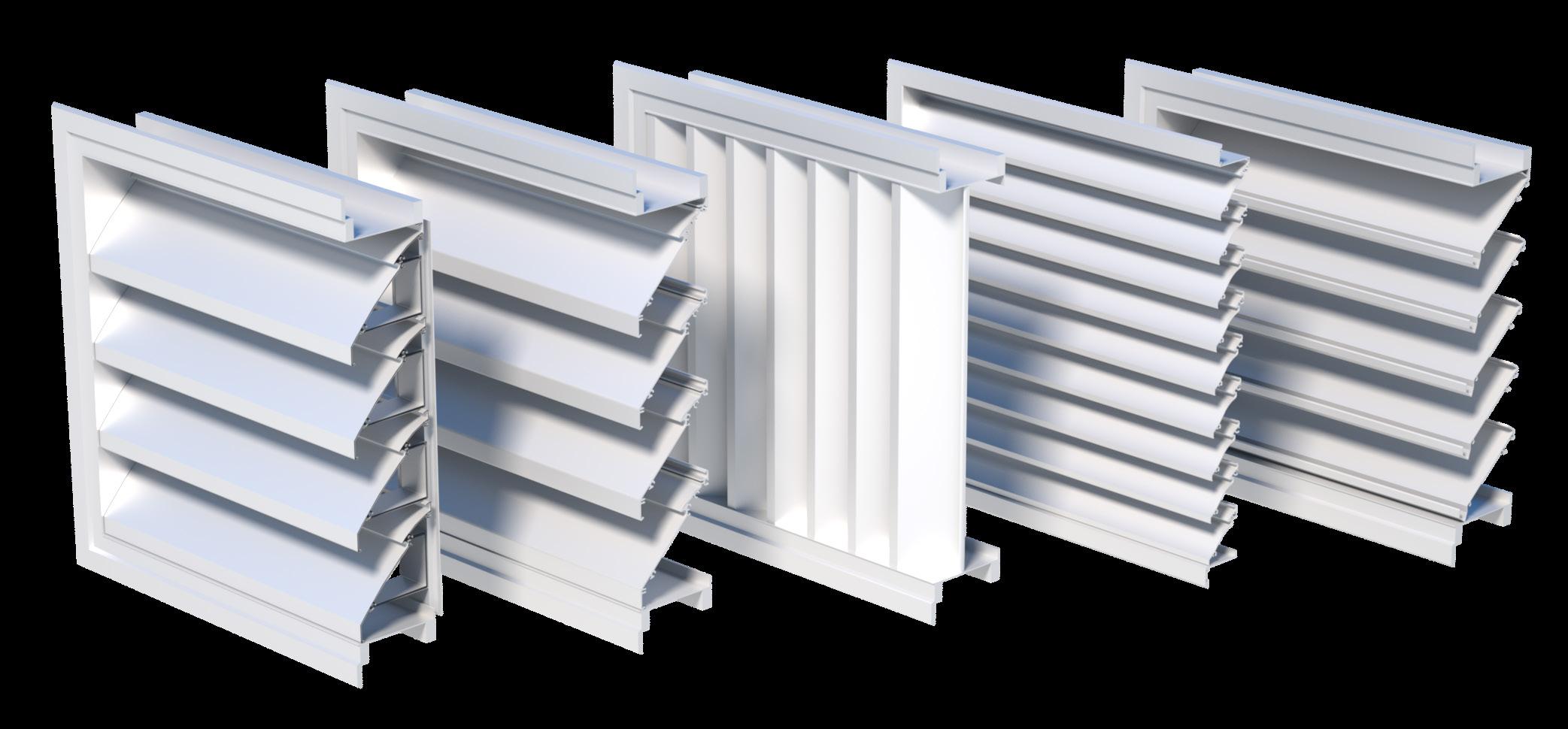


Scan the code to download a copy of our brochure, or contact your local branch for a hard copy Learn all about Holyoake’s Architectural Louvers Auckland Wellington Christchurch Auckland@holyoake.com Wellington@holyoake.com Christchurch@holyoake.com OHL-KD100
www.holyoake.com
OHL-102 OVL-99 OHL-45 OHL-D