Trends in pump sealing technology

Carbon capture and storage: pumping carbon underground
What’s in store for the industry in 2021?
ISSUE 34 SUMMER 2021
pumpindustry


Global Water Solutions is the world’s premier manufacturer of high-quality pressure tanks for water well, pressure boosting and irrigation applications. For more than twenty years we have supplied the Australian market with industry-leading maintenance-free diaphragm tanks, and our products can be found in a wide variety of installations ranging from vineyards to mining sites to high-end residential and commercial properties nationwide.
Global Water Solutions pressure tanks are recognised as a critical component for extending pump lifetime, reducing energy usage and operating costs, and optimising overall system performance.
Global Water Solutions also o ers a wide range of filter housings, filters and other water treatment products.
info@globalwatersolutions.com | sales@southernpumping.com.au
www.globalwatersolutions.com | www.southernpumping.com.au

ACS Approved Find Out More About Our Anti-Legionella Technology


Our heavy-duty Power Generators have been designed specifically to suit our region’s unique environment.
They feature the trademark DEUTZ world-class quality, performance and reliability, and our renowned fuel efficiency will ensure the best possible overall cost.
The canopy is made of galvanised sheet metal and can withstand exposure to the elements. Best of all, our units feature an environmentally friendly fuel tank retention basin.
Discover more – visit www.deutz.com.au/gensets or contact your local Dealer.
Stay powered with DEUTZ DEUTZ Australia | www.deutz.com.au | deutzoz@deutz.com The engine company.

President’s welcome
Hello all and welcome to the Summer Edition of Pump Industry Magazine. On November 17, PIA held its first ever virtual AGM for which there were 45 registrations representing over 30 organisations. Our thanks to Monkey Media and Laura Harvey for hosting the meeting where we farewelled Louise Black, Mike Bauer and Hem Prakash; I take this opportunity to thank them for their contributions to PIA.
Pump Industry Australia Incorporated
C/-340, Stuarts Point Road Yarrahapinni NSW 2441 Australia Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com www.pumps.org.au
PIA Executive Council 2020
John Inkster – President Brown Brothers Engineers
James Blannin – Vice President Stevco Pumps & Seals
Kevin Wilson – Treasurer/Secretary Executive Officer
Alan Rowan – Councillor Executive Officer – Publications and Training, Life Member
Ken Kugler Executive Officer – Standards, Life Member
Geoff Harvey – Councillor Irrigation Australia Limited
Anant Yuvarajah – Councillor ASC Water Tanks
Joel Neideck – Councillor TDA Pumps
Matt Arnett – Councillor Ebara Pumps Australia
Michael Woolley – Councillor Tsurumi Australia
Steve Bosner – Councillor Pioneer Pumps
Billie Tan – Councillor Regent Pumps
At the same time, we welcomed Matt Arnett from Ebara Pumps, Michael Woolley from Tsurumi Australia and Billie Tan from Regent Pumps to Council. I also welcome back James Blannin as Vice President, Geoff Harvey, Joel Neideck, Steve Bosnar and Anant Yuvarajah who were all re-elected. Our Standards Officer Ken Kugler was also re-elected as was Alan Rowan as Publications & Training Officer. Kevin Wilson was reelected as Secretary.
A highlight of the AGM was the address by guest speaker Kylie Kinsella, Managing Director of Regent Pumps, whose topic was ‘Women in the Pump Industry’. Kylie said she had been in or around the pump industry for the last 15 years involved in a sales or management capacity, with her first leadership role being in 2009. Her presentation was very insightful in what is a maledominated industry. I trust her address may encourage other women to join our industry and for those women within the industry to aspire to management roles.
Well what can we say about the year that was; it’s behind us now, the borders reopened for Christmas, which meant I could join my family in Melbourne, and there is a promise of a vaccine coming soon – the best news of all. I for one will be lining up for the jab, having never had a flu jab.
Despite being a COVID year and the challenges that presented, I believe we achieved some milestones, including a revamped website, release of the 5th Edition Pipe Friction Handbook, a Flow Technology virtual seminar, and our own first ever Pumps & Systems Training Course, as well as keeping you all informed about our status as an essential industry once the declaration of the Coronavirus as a global pandemic was announced.
I would like to touch on the Pumps & Systems Training Course held in June, which was very successful. For the first time, PIA is offering Australian pump professionals a four-day nationally recognised competencybased training course. The course provides one Cert III competency and two Cert IV competencies. The content of the course is centred around pump theory, selecting pumps and understanding hydraulics. The June course was held virtually. Upon completion participants are presented a “Statement of Attainment” for the three competencies. Your Council would like to run two or three of these courses in 2021 and I ask that you all give consideration to supporting and sending staff to them; they will be easier to run this year as hopefully the borders will remain open enabling the one-day practical to be completed in person.
A pleasing aspect for the year was the continued growth in membership from 73 in 2017/18 to 86 in 2018/19 to 98 in 2019/20, so thanks to those who worked very hard to achieve this – we should see our membership grow to over 100 this year. With increased membership we are better positioned to hold Breakfast and Technical Meetings, enabling companies to showcase their products and capabilities, and at the same time enable PIA to expand its role as a value-adding resource to members and providing a forum for the exchange of industry information, promotion and education.
Once again I put a hand out to the larger organisations to participate fully in PIA activities as this gives more legitimacy to the organisation which strives to be the peak body of the pump industry; we need everyone's support.
I am sure you, like me, look forward to a better year in 2021, not that COVID-19 will be gone, but we are all learning how to live with it. Finally, I would like to thank all the Executive for their efforts in 2020 and extend a warm welcome to the new Councillors plus special thanks to our Executive Officers and to Kevin Wilson our Secretary.
I wish you all a prosperous 2021.
John Inkster President
2 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au PUMP INDUSTRY

Premium Couplings from Global Leaders
CMD Winex
Winex DG Grid Couplings
Bore capacity 360mm
Torque range 52Nm > 186,000Nm
Chrome
Replaceable tooth rings from size DG15(1150T10)
Winex T & S Series Grid Couplings
Bore capacity up to 390mm
High torque range 90Nm > 800,000Nm
Chrome vanadium, heat treated & shot peened grids
Replaceable Tooth Rings T series from size 28 and the complete range in S Series
+61 (0) 3 9796 4800 Melbourne Perth info@drivesystems com au 8/32 Melverton Dve, Hallam, VIC 3803 drivesystems.com.au TECHNICAL EXCELLENCE & INDUSTRY EXPERIENCE
Rexnord
vanadium, heat treated & shot peened grids
+61 (0) 455 320 552 2/64 Baile Rd, Canning Vale, WA 6155




ABN: 36 426 734 954
204/23–25 Gipps St
Collingwood VIC 3066
P: (03) 9988 4950
F: (03) 8456 6720
monkeymedia.com.au info@monkeymedia.com.au pumpindustry.com.au magazine@pumpindustry.com.au
Editor: Lauren Cella
Assistant Editor: Eliza Booth
Journalist: Imogen Hartmann
Marketing Assistant: Stephanie Di Paola
Business Development Manager: Rima Munafo
Design Manager: Alejandro Molano
Designers: Jacqueline Buckmaster, Danielle Harris
Publisher: Chris Bland
Managing Editor: Laura Harvey
ISSN: 2201-0270
PIA
PIA MEMBER
CONTENTS This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher. The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion. NEWS Grundfos sales restructure cuts 600 jobs worldwide 6 Contractor named for Southern Downs water infrastructure condition assessment ........................................................ 8 Bunbury to benefit from new $11.9 million water recycling scheme 10 Weir Group receives offer on Oil & Gas division 12 Seqwater undertakes $11 million waterworks package 14 3D printing a miniature magnetic pump .................................................. 15 State-of-the-art pump supplies Yorke Peninsula ................................... 16
PIA AGM: overcoming the challenges and looking positively towards 2021 18
NEWS
NEWS New range of EN733 pumps: world-leading performance 20 Deep water pumping to 300 metres ........................................................ 22 System flexibility 25 Franklin Electric: the story so far 26 WOMA – Australasia’s leading high-pressure water supplier ................. 27 Moving s#!t: the advantages of the new FX range from DAB 28
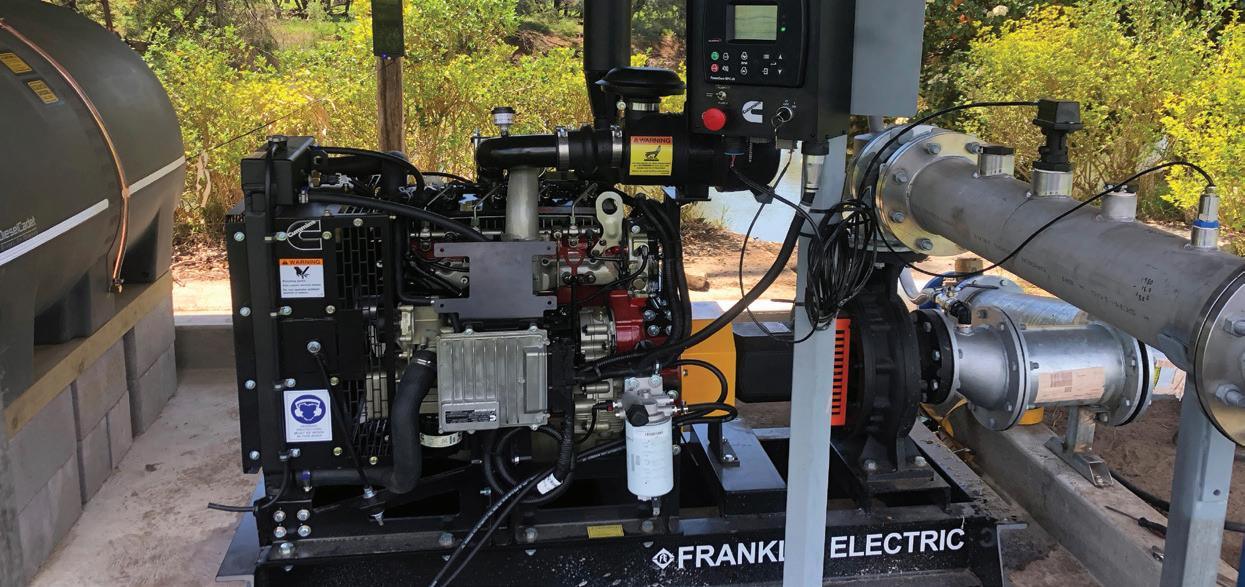
a pumping capacity of more than 100L/s. ISSUE 34 SUMMER 2021 pumpindustry What’s in store for the industry in 2021? Carbon capture and storage: pumping carbon underground Trends in pump sealing technology Published by Monkey Media Enterprises
Cover image shows the new booster pump station at Kainton Corner in SA. The pump station houses three pumps, each with




5 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 pumpindustry INDUSTRY NEWS EASYWELL: maximum reliability in extreme environments at a competitive price 30 Merger a disruptive force in the fluid sealing market .. 32 Volvo Penta: the right power for high pressure 34 The layflat solution to your temporary and emergency water transport problems ................. 36 STATE OF THE INDUSTRY State of the Industry 2021: finding opportunities in an uncertain time 38 WASTEWATER Modern and innovative: upgrading the 80 year old Dungog Wastewater Treatment Plant ..................... 50 Taking a Brisbane sewage pump station underground ..................................................... 54 Condition monitoring for submersible wastewater pumps with Smartobserver ..................... 56 VALVES Style and size considerations when selecting a control valve 58 POWER GENERATION Carbon capture and storage: the re-emergence of a critical technology 60 RECYCLING Vacuum pressure at the centre of Australia’s first automated waste collection system 64 TECHNICAL Trends in pump sealing technology 66 Successful project management (Part 1) 70 Regulars : President’s welcome 2
an expert: The role of PCPs in the wastewater industry and how they can aid in resource saving. 72 Pump school: What is a peristaltic pump and what are the benefits? 74 Editorial schedule .......................................................... 76 Advertisers’ index ......................................................... 76
Ask
GRUNDFOS SALES RESTRUCTURE
CUTS 600 JOBS WORLDWIDE
Global water technology company Grundfos underwent a reorganisation of its sales, marketing, technology and operations functions in late 2020, which involved cutting 600 jobs worldwide.
The change was designed to create a more customer centric structure, where the whole value chain is focused on meeting customers’ unique needs by focusing on four different customer segments: Water Utility, Commercial Building Services, Domestic Building Services, and Industry.
It came in response to trends in changing customer needs by reorganising for simplicity and speed, and by investing significantly into innovation and digital capabilities.
Even though the COVID-19 pandemic had a significant impact on markets globally in the first half of 2020, Grundfos said it made these changes from a position of strength.
Jens Moberg, Chairman of the Holding Board of Directors, said, “Our strong performance allows us to make these changes from a position of strength.
“Now is the right time for us to make the changes to put our strategy into action.”
The transformation resulted in a reduction of approximately 600 employees worldwide, but Grundfos said the employees would be treated with the utmost respect and provide them with support.
“It will be very sad to see some of our colleagues leave us at this pivotal time, and I would like to thank everyone for their hard work and loyalty,” Mr Moberg said.





“We will make sure to care for them as they have cared for us and our customers during their time with Grundfos.
“I am proud of the company we are today, built by Grundfos people on the firm foundations of the Poul Due Jensen family.
“Since the birth of the business back in 1945 we have changed many times to ensure our success.
“Now is no different, we are taking these important moves to proactively put our strategy into action and better fulfil our purpose.”
Layne Bowler vertical turbine and submersible pumps have a proven record under the most demanding and toughest of conditions.
VERTICAL TURBINE PUMPS
• Flows to 7,500 L/Sec
• Heads to 500 m
• Power to 1000+ kW
• Temperatures to 150°C
• Bowls Diameter up to 45 inch
Applications
• Irrigation
• Water supply
• Process water
• Geothermal
• Cooling towers
• Fire protection
• Marine
• Water treatment
• Dewatering
SUBMERSIBLE PUMPS
• Flows to 140 L/Sec
• Heads to 200 m
• Power to 110 kW
• Bowls Diameter in sizes 6”, 7”, 8” and 10”
Applications
• Irrigation
• Deep well water supply
• Inline booster
• Service water
• Dewatering

Brown Brothers Engineers have innovative solutions whatever your application. Contact us today about your requirements.
NEWS pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 6
DELIVERING PUMPING SOLUTIONS Ph: 1300 4 BBENG www.brownbros.com.au 11/20

















































CONTRACTOR NAMED FOR SOUTHERN DOWNS WATER INFRASTRUCTURE CONDITION ASSESSMENT
The Southern Downs Regional Council in Queensland has awarded a contract for the condition assessment of critical water and sewerage infrastructure, including pump stations.
Council-owned reservoirs, tanks and sewerage pump stations have been identified as the next priority due to the critical role they play in providing water and sewerage services to the community.
The condition assessment will be performed by external contractor Hunter H2O with funding received from the Queensland Government Local Government Grants and Subsidies Program.
Councillor Stephen Tancred said Council had a multipronged approach to securing the region’s future water supply.
“As part of our Water Contingency Plan, we are exploring short, medium and long-term strategies for our current and future water supply,” Mr Tancred said.
“The condition assessment of these critical water assets will provide vital information for Council to better maintain infrastructure and replace or upgrade where necessary.
“This will facilitate long-term financial planning for water operations throughout the region and enable Council to make informed decisions with confidence.
“Despite some recent rains, our region has not fully exited this current drought, and it’s important we prepare for the next drought.
“Council continues to investigate all avenues to secure a sustainable water supply for the region.”
The condition assessment will test 25 reservoirs and tanks, and 34 sewage pumps across the region. The contractor will also make a number of recommendations and develop a tenyear capital works program and routine maintenance schedule.
Council will prioritise replacements and upgrades as appropriate and according to budget constraints.
“It’s important to keep our critical infrastructure running and in good shape,” Mr Tancred said.
The assessment is expected to be completed by the end of April 2021.
A contract for the condition assessment of Council’s water and sewerage treatment plants was awarded in November 2019 under the same funding stream.


KELAIR - FIRE PUMPS
Containerised Fire Protection Pumpsets
Kelair Pumps Building & Fire Division is one of the most technically-competent suppliers in Australia. We can provide a complete range of fire sprinkler pumpsets for all applications, fully compliant to technical specificiations.
Benefits of containerised fire pump units:
- Purpose built to individual requirements
- Compact, pre-fabricated, complete packaged solution
- Simple to mobilise and transport
- Fully tested to AS2941/ISO9906 and pre-commissioned
- Wall insulation keeps operational noise to a minimum
- Turnkey installation saves time and labour costs



We know the importance of choosing the right equipment to match your process. With our extensive range of pumps, first class customer service and ongoing comprehensive support, Kelair Pumps are second to none when it comes to your pumping requirements.
NEWS pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 8 WHEN PUMP KNOWLEDGE MATTERS Rely on Kelair Find out more today 1300 789 466 www.kelairpumps.com.au
11/20
Hygienic Pumps & Mixers.
At Inoxpa, our focus is on ensuring the quality and suitability of our products (mixing skids, CIP skids, product recovery systems, pasteurizers, manifolds, process automation, pumps, agitators, blenders, mixers, valves and fittings) for each industry.
Stainless steel, sanitary centrifugal, rotary lobe and progressive cavity pumps, hygenic agitators and mixers for:
Dairy
Food and beverage
Chemical
Cosmetic
Pharmaceutical
Experience. Innovation. Quality. Reliability.
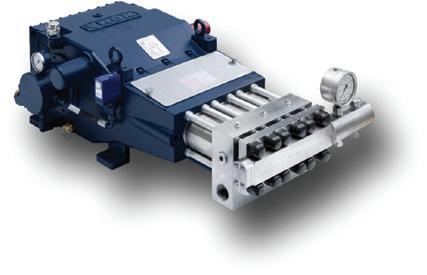
At Hammelmann Australia, our primary focus is on delivering customer-specific solutions for pumping high pressure liquids and gases in diverse applications and industries:
Offshore platforms
HPUs
FPSOs
Mining and minerals
Chemical Petrochemical
Ship cleaning
Construction
Our positive displacement high pressure process pumps are used for a variety of industrial uses:
Chemical injection
Sea water reinjection
Flowline services
Dosing

BUNBURY TO BENEFIT FROM NEW $11.9 MILLION WATER RECYCLING SCHEME
Bunbury is set to benefit from the construction of a new $11.9 million water recycling facility and pipeline alongside the Bunbury Wastewater Treatment Plant in Dalyellup, to supply water for use on major infrastructure projects and irrigation of public open spaces.
Climate change has particularly impacted the South West region of Western Australia, resulting in reduced rainfall, streamflow and recharge into its groundwater resources.
The use of treated recycled water to meet Bunbury’s nonpotable water requirements for infrastructure projects and irrigation will alleviate the need to use high-quality potable water from the Yarragadee Aquifer, while reducing the amount of treated wastewater discharged out to sea.
The project will support local jobs by contracting local companies during construction.
The project is an initiative led by Aqwest, which will build and operate the new facility, and source water for the scheme from Water Corporation’s Bunbury Wastewater Treatment Plant.
This facility will join around 80 other water recycling schemes in operation in Western Australia providing climate resilient, fit-for-purpose water to communities and industry.
Water Minister, Dave Kelly, said that the new water recycling
facility will help address water supply issues and improve livability for the Bunbury community.
“This initiative helps to address the impact climate change is having on our water supplies by ensuring the sustainability of the Yarragadee Aquifer and the future supply of potable water to homes in Bunbury,” Mr Kelly said.
“The fit-for-purpose, recycled water generated will provide a much needed water resource for industry and irrigation, and deliver far reaching benefits to the City of Bunbury community by greening the environment and improving liveability.”
Bunbury MLA, Don Punch, said that the project will help meet the needs of the community while supporting and creating local job opportunities.
“Already our local water supply is constrained, with a number of local parks going without reticulation so a project that will recycle water, protect our environment and allow for the watering of public open space to improve our suburbs is a fantastic outcome for our community,” Mr Punch said.
“This project shows we have the capacity to be innovative and develop new and sustainable ways of meeting the ongoing needs of our community, all while supporting jobs for local people.”

INCREASED
Smart Conveying Technology (SCT) provides quick maintenance, significantly reduced life cycle costs and the shortest downtime. SEEPEX pumps with SCT are successfully used in virtually all industries and applications.
y Increased energy savings due to very low energy consumption
y Adjustable stator segments extend stator life by up to 200%
y Retensioning of stator restores pump efficiency
y Reduced maintenance time by up to 85%
y Reliable and durable technology for long-life operation
y Easy retrofit onto your existing SEEPEX pumps
NEWS pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 10
EFFICIENCY SMART CONVEYING TECHNOLOGY
SEEPEX Australia Pty. Ltd. T +61 2 43554500 info.au@seepex.com www.seepex.com


Reducing material cost through waterjet technology








BUILDING AND CONSTRUCTION PARTS







STRUCTURAL COMPONENTS DECORATIVE FACADES
Waterjet technology
Waterjet cutting is a process of precision cutting that utilises high pressure water.
We can process a wide array of materials. Heavy gauge plate, thin sheet stock and composite materials (i.e. carbon fibre, phenolics etc.). It is not uncommon for 6+ inch aluminium and titanium to be cut on waterjets to near final shapes. Edge quality of the parts can vary depending on customer requirements.
We can process anything from a very rough cut for hog-outs, to a very fine edge for precision, finished parts:
Cut up to 6 m x 3 m (20 ft x 10 ft)
Thickness up to 254 mm (10 in)
Improved yield and less waste material
Supplied close to net shape reducing customer machine time
Shorter lead times
Zero heat effected zone
Processing of customer supplied materials

Contac t th yssenk ru pp Mater ials Austr ali a Pt y Lt d Unit 2, 7−10 Denoci Cl os e We th erill Pa rk , NS W 2164, Austr ali a T: +61 2 9757 7777 F: +61 2 9757 7700 sales.tk mater ials.au@ th yssenk ru pp.c om www.t hyssen kr up p- mater ials -a us tr alia.co m Materials Services
Weir Group receives offer on Oil & Gas division
The Weir Group has entered into an agreement to sell its entire Oil & Gas division for an all-cash US$405 million to Caterpillar Inc.
This follows the announcement in February 2020 that Weir would seek to maximise value from its Oil & Gas division as it continued its strategic transformation into a premium mining technology pure play.
Delivering transformation of Weir into a premium mining technology pure play
• Focused on attractive markets underpinned by global demographic trends, the transition to a low carbon society and adoption of new technologies in the mining industry
• Differentiated aftermarket, service and technology offering with proven earnings stability and strong cash generation through the cycle
• Strategic intent to build on leading mission-critical positions in the mining supply chain from extraction to concentration and tailings management
• Strengthened balance sheet to provide enhanced flexibility to invest in future growth opportunities
Transaction highlights: a strong outcome for all stakeholders
• Agreement to sell Oil & Gas division to Caterpillar Inc. for an Enterprise Value of US$405 million (£314 million)
• Net proceeds to reduce the group’s leverage; pro forma Net Debt/ EBITDA at 30 June 2020 of 1.9x
• Transaction facilitates a $70 million US cash tax benefit for Weir to be realised over the medium term
• Transaction subject to Weir shareholder approval; Class 1 Circular to be published in due course
• Completion expected by the end of 2020, assuming normal regulatory clearances
Jon Stanton, Weir Group Chief Executive Officer, said, “We are pleased to have reached this agreement that delivers a great home for the Oil & Gas division and maximises value for our stakeholders.
“Alongside the previous sale of the Flow Control division and the acquisition of ESCO, it is a major milestone in transforming the group into a focused, premium mining technology business.
“It means Weir is ideally positioned to benefit from long-term structural

demographic trends and climate change actions which will increase demand for essential metals that must also be produced more sustainably and efficiently.
“This will require the innovative engineering and close customer partnerships that define Weir, and it is why we are so excited about the future.”
Joe Creed, Vice President of Caterpillar’s Oil & Gas and Marine division, said, “Combining Weir Oil & Gas’ established pressure pumping and pressure control portfolio with Cat’s engines and transmissions enables us to create additional value for customers.
“This acquisition will expand our offerings to one of the broadest product lines in the well service industry.”
As a Class 1 Transaction, the sale is conditional upon the approval of Weir shareholders with a Circular to be posted in due course, including a timetable for a General Meeting.
The Oil & Gas division will now be classified as held for sale and will be reported in discontinued operations.






NEWS pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 12

Locked on Protection.
For more than 35 years, Rexnord Tollok® products have led the industry in Locking Assemblies. Our robust product offering features a wide range of options from simple and compact designs to advanced features such as corrosion resistant coatings, special bolting options, and high-speed applications to help companies maximise operable time. Our full range of locking assemblies can be tailored to fit our customers’ ever-changing application needs, and are ideal for use in heavy-duty and specially engineered environments. We offer a broad range of reliable, cost effective internal locking assemblies, shrink discs and rigid couplings to fit a diverse array of industrial applications that are dimensionally interchangeable with most of today’s industry standard units.
Additionally, Rexnord Tollok Locking Assemblies are a great alternative to a shaft/ hub connection such as key, splined, press fit, QD or taper-lock bushings. Customers benefit from reduced maintenance costs and plant downtime and are rewarded with increased productivity and plant efficiencies.
• Quick Installation time
• Equipment protection
• Increased life of system components
• Up to 3,389,550Nm capacity
Contact Rexnord today to see which coupling is right for your application. sales.australia@rexnord.com or Tel 02 4677 6000 © Rexnord Corporation. All Rights Reserved. www.rexnord.com



Seqwater is undertaking an $11 million waterworks package, which is set to deliver up to 50 per cent more drinking water for suburbs north of Brisbane and the Sunshine Coast, and support up to 30 jobs during construction.
Queensland Natural Resources Minister, Dr Anthony Lynham, said the two-year program of works by Seqwater includes upgrades to two reservoirs, two pump stations and new pressurereducing valves.
“Queensland has an economic plan for recovery and that includes building more water infrastructure,” Dr Lynham said.
“We’re starting to deliver on that plan, with a $50 billion infrastructure guarantee to support communities and jobs across Queensland.
“This investment will increase capacity in the northern section of the
Seqwater undertakes $11 million waterworks package
SEQ Water Grid, help meet demand, and support continued growth and jobs.
“Investing in this section of the SEQ Water Grid will benefit Moreton Bay and Sunshine Coast, allowing more drinking water to be transported in times of peak demand and help to reduce pressure on our Sunshine Coast dams.”
The works include:
• Major bypass pipework at Sparkes Hill Reservoir
• Upgraded pumps at Lloyd Street Pump Station in Enoggera
• Upgraded infrastructure at Kitchener Road, Stafford Heights
• A new water quality facility at Aspley Member for Aspley, Bart Mellish, said the new water quality facility at Aspley Reservoir will boost water disinfection for his electorate.
“Clean and safe drinking water is important for all Queenslanders and this
upgrade will ensure more than 177,000 residents in Aspley and the northern regions continue to have that,” Mr Mellish said.
The works will also allow Seqwater to move up to 125 million litres of water a day – the equivalent of 50 Olympicsized swimming pools – north from the Mt Crosby Water Treatment Plant to suburbs north of Brisbane and the Sunshine Coast.
That will be an increase of more than 50 per cent compared to the current capacity of 80 million litres per day.
Seqwater Chief Executive Officer, Neil Brennan, said the package was one of the largest upgrades to the SEQ Water Grid in the past two years.
“It is critical we continue to invest in the network which provides our region with one of the most secure water supplies in Australia,” Mr Brennan said.


pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 14 NEWS
3D PRINTING A MINIATURE MAGNETIC PUMP
Anew miniature pump – compact, valveless and operated magnetically – demonstrates the broad capabilities of devices manufactured by 3D printing.
Measuring only 1cm in volume, the pump was fabricated in 75 minutes in a single process using multiple materials that cost less than $3.89 per unit. It can move both liquids and gases using less power and experiencing less clogging than standard manufactured pumps of its size. One of the pump designs is the first demonstration of a magnetic, multimaterial pump 3D printed monolithically – all in one piece.
Luis Fernando Velásquez-García, principal research scientist at MIT’s Microsystems Technology Laboratories (MTL), led the team that built the pump. He said the efficient and portable pump could be used in applications “from fuel cells to power generation to heat exchangers” that cool computer chips.
Additive manufacturing offers a way to craft miniaturised devices that contain multiple materials with new capabilities, and that are designed on demand for more personalised applications, he suggested.
Mr Velásquez-García said he hopes that the proof-of-principle pump will inspire others to look more closely at the potential of layer-by-layer, computeraided additive manufacturing, compared to the “cleanroom” mass-production style set by the semiconductor industry.
pumps, for instance, which need to be physically coupled to an outside source of pressurised fluid.
Fourteen million cycles later, the new pumps showed no signs of leaking, and their performance surpassed that of state-of-the-art 3D-printed miniature liquid pumps and compared well with miniature commercial vacuum pumps, the researchers concluded.
“Not about copy-and-pasting”
Although the pump wasn’t designed with any specific applications in mind, Mr Velásquez-García said the device demonstrates the opportunities available through monolithic, multi-material 3D printing.

While researchers have been trying to emulate that industry’s successes to develop new miniature devices, “you come to the conclusion that, in some cases, the manufacturing methods cannot be the same, the materials cannot be the same, and the specific embodiments of the solutions are very different”, he said.
Mr Velásquez-García, along with MTL postdoc Javier Izquierdo Reyes, sponsored by the Monterrey Tec-MIT Nanotechnology program, and Anthony Taylor at Edwards Vacuum, describe the new pump in the August 27 issue of the Journal of Physics D: Applied Physics.
Portable and powerful
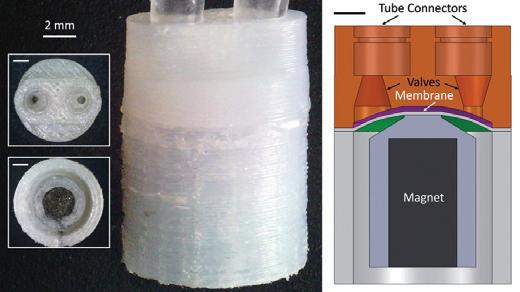
The pumps, each slightly less than the diameter of a dime, are shaped as small cylinders crowned by a membrane. On top of the membrane is the fluid chamber, with two valveless ports at the top to attach tubes. The researchers printed the pump in two ways, using Nylon 12 as the structural material in both. In the first pump, a magnet is press-fitted into the structure of the enclosing piston. With the second monolithic pump, the researchers used Nylon 12 embedded with neodymium magnet (NdFeB) microparticles to create the pump’s magnetic core.
Mr Velásquez-García said Nylon 12 is an excellent structural material that can easily absorb large amounts of the magnetic particles, and is sturdy enough to hold still the NdFeB microparticles during the initial magnetisation, which makes possible to create strong permanent magnets.
“In a softer material, the particles would wobble, resulting in no net magnetisation of the magnetic composite.”
The pump is driven by an outside rotating magnet, which interacts with the internal magnet to move the piston and deform the membrane, propelling the liquid or gas from one port to the other. The piston is only constrained by the membrane, so it can move in multiple ways at the same time when activated by the external magnet. Since it is magnetically driven, the new device is more portable than pneumatic
For instance, the researchers were able to increase the new pump’s stroke capacity beyond that of a pump classically manufactured in silicon by altering printing methods to make a more deformable membrane while keeping a more rigid piston body – all using the same Nylon 12 material.
“It’s not about copy-and-pasting what people have done before, it’s really exploiting the advantages of printing,” said Mr Velásquez-García. “I think there is a real opportunity to make a difference if we revisit problems that we couldn’t quite solve before and now we can because of this umbrella of additive manufacturing.”
Albert Folch, a professor of bioengineering at the University of Washington who was not involved in the MIT study, said the new magnetic pump “is a very clever implementation of the principle that ‘complexity is free’ in digital and additive manufacturing”.
“Because these pumps are made of several components of different materials and complex shapes, traditional manufacturing and assembly tends to be expensive.”
Mr Velásquez-García agreed, saying, “The possibilities of how to process energy and information are far greater if you can monolithically create devices that are made of a plurality of materials.”
As a next step, Mr Velásquez-García and his colleagues may use lessons learned from the pump to monolithically build a miniature electrical motor. But he hopes that people around the world will be inspired by the pump to design and manufacture their own devices, especially since they can be created using relatively inexpensive and widely available printers.
“Maybe this can play a part in democratising technology,” he said.
15 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 NEWS
Monolithic, fully 3D-printed magnetic pumps are shown next to a US dime. The fluidic ports are visible in the pumps on the left and centre, while the piston with embedded magnet is visible in the pump on the right.
Photo: Luis Fernando Velásquez-García.
Left: Fluidic ports (top) and the piston with embedded magnet (bottom). Centre: A side view of one of the pumps. Right: A crosssection of a monolithic, fully 3D-printed magnetic pump.
Photo: Luis Fernando Velásquez-García.
State-of-the-art pump supplies
At Kainton Corner, the booster pump station – in-line with the Upper Paskeville water treatment and water pump station –feeds the entire water distribution network to the south of Yorke Peninsula in South Australia via the Arthurton water storage tanks located some 20km away.
The challenge
Having delivered great performance for decades, the asset had reached the end of its life with civil and structural elements in poor condition, and electrical and mechanical infrastructure in need of upgrade.
In late-2019, Water Engineering Technologies was charged with delivering a turnkey pump station solution to replace the aged asset. The scope of works spanned the specification for the new plant; all electrical, mechanical and control works; and construction, operation and maintenance of this essential asset.
The Kainton Corner pump station housed three pumps, each with a phenomenal pumping capacity of more than 100L/s, that provided a flow of approximately 235L/s to the Arthurton water storage tanks (2 x 9.09ML and 1 x 32.5ML).
The new pump station design had to meet demanding hydraulic requirements, and all relevant work health and safety requirements, design standards, operator requirements for access and maintenance, stakeholder considerations, and environmental responsibilities.
Supplying water to most of the Yorke Peninsula, commissioning the asset with minimal interruption to supply was critical and so carefully staged to minimise interruptions for our customers and manage any risks.
The project scope included demolition and decommissioning of the existing asset.
The solution
This project was delivered on time and within the $2.7 million budget by Water Engineering Technologies’ highlyskilled team of more than 200 people from sought after trades to mechanical and electrical engineers plus project managers.
The team at Water Engineering Technologies’ Crystal Brook workshop designed, constructed and now maintain the asset, as part of the services they provide SA Water’s water and wastewater infrastructure that exists within a huge service area ranging from Marla in South Australia’s far North to Warooka in the south, Burra in the east and Whyalla in the west.
Three 150kW Flowserve 6HPX12C end suction pumps with variable speed drives (VSD) were selected for use at the new

pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
16 NEWS
supplies Yorke Peninsula
pump station. These were connected to stainless steel and MSCL suction and discharge pipes fabricated at the Crystal Brook workshop.
All electrical works associated with controls, instrumentation, power and communications telemetry were conducted by the team.
Plant and pumping infrastructure assembly was planned and performed by Water Engineering Technologies’ mechanical tradespersons Luke Seymour and Jay Avery, among others.
Control architecture
If you think of the pumps as the heart of the station, its electrical controls are its nervous system and programmable logic controller (PLC) its brain.
Peter Hombsch, Senior Electrical Tradesperson, ensured that the performance of the new main switchboard, including Motor Control Centre and PLC, met all required safety performance, maintenance standards, asset reliability, ease of programming and rapid process fault diagnosis, and whole of lifecycle cost.
Mr Hombsch developed the electrical drawings together with SA Water electrical engineers over a five week period and performed all electrical wiring works on the switchboard over an additional three weeks. A record time for a project of this size.
The field wiring at the pump station is hard wired to the PLC and is used to transmit power, pump pressure and water flow data to the program used to control the pumps. All site information is then transmitted to Arthurton tank where it is captured and sent through to SCADA for remote monitoring and control.
These controls enable the three pumps at the Kainton Corner, located between the Paskeville pumping station and the Arthurton tank, to run sequences in synchrony with the Paskeville pump station.
Joel Gale, Senior Electrical Tradesperson, said that the team also designed and set up a radio network to transmit control and monitoring signals to be sent between the integrated assets located at Arthurton, Paskeville and Kainton Corner.
Nima Gorjian Jolfaei, Senior Manager Water Engineering Technologies, said that he was delighted in his team’s performance.
“The delivery of this complex project on time and within budget without any interruption in water supply services is a great achievement. It demanded excellent project management skills and the close coordination of specialist resources within our electrical and mechanical engineering teams,” he said.








17 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 NEWS
59 Export Dr, Brooklyn VIC 3012 Email: sales@wellcross.com.au wellcross.com.au 130 0 656 276 AUSTRALIA’S TRUSTED DIESEL POWER AUSTRALIA’S TRUSTED DIESEL POWER Adelaide | Brisbane | Melbourne | Perth | Sydney | Townsville Australian owned and operated since 1926. Manufactured in Australia. FOR YOUR PUMPING & IRRIGATION NEEDS ▶ Diesel Engines up to 800hp ▶ Diesel Generators up to 860 kVA ▶ Diesel Generators for prime, standby, sub pumps & centre pivot power
PIA AGM:
OVERCOMING THE CHALLENGES AND LOOKING POSITIVELY TOWARDS 2021
Against the backdrop of COVID-19 and various travel and live event restrictions, the PIA took its AGM online in November, allowing all its Members to attend from the comfort of their home or office. During the meeting members heard about the association’s achievements and activities across the year, as well as plans for 2021, with the hopes that in-person events and training will be able to resume.
The PIA reported that despite the challenges of COVID, it still had a successful year engaging with the industry and working behind the scenes with government and other organisations.
Engaging with the industry and others
COVID-19 meant that in-person events and training were cancelled for most of the year, with various restrictions limiting travel and in-person meetings. PIA rose to this challenge and was able to adapt to bring Members together.
Before the initial lockdown in late March, PIA was able to successfully hold a Breakfast Meeting in February at Cummins South Pacific in Scoresby, Melbourne, which saw approximately 36 pump professionals hear about engines, controls, panels and associated equipment for pumping systems.
PIA was then able to go digital, working with Pump Industry magazine and its publisher Monkey Media, to bring the Flow Technology Virtual Conference to over 200 delegates in June.
One of the major activities that had been scheduled for 2020 was the new Pumps and Systems Training Course, a nationally recognised, competency-based training program facilitated by Irrigation Australia, a PIA Member and Registered Training Organisation.
Initially slated to be a four-day in-person program, PIA organised for the initial three-day theory component to be completed online, with the final practical component to be completed at a later date at each attendees main city when restrictions allowed.
PIA reported the response to the new training was good, with 14 people registering and undertaking the course, and a number of others expressing their interest in participating in future ones.
PIA has also continued engaging industry and other organisations through other avenues.
When COVID restrictions were first introduced, PIA wrote to State and Federal Ministers to clarify the status of the industry as an essential service, allowing Members peace of mind that they were able to keep operating as long as health and safety precautions were put in place. This engagement ensured the industry was able to keep operating throughout the various state and territory restrictions and lockdowns.

Engaging with standards
While activity was quiet over 2020, PIA has continued to engage with Australian and international standards organisations to review and provide expert comment on related standards.
There were three main committees PIA took part in:
• FP-008 Fire Pump Committee
» Committee currently inactive and AS2941 is now seven years old, however no organisation has proposed its revision
» Miscellaneous ISO fire standards had been issued for review but none requiring input by the PIA
» AS2118.2 Automatic fire sprinkler systems, Part 2: Drencher systems reviewed with no commentary necessary
• ME-030 Pump Committee
» AS ISO ASME14414:2020 Pump system energy assessment published in April
» Various ISO standards reviewed with comments as applicable, including ISO 13709:2009, ISO 14847:1999, ISO 5198:1987 and ISO 16330:2003
» Draft Australian Plumbing Standards reviewed and comments submitted as applicable, including DR AS NZS 3500.0, DR AS/NZS 3500.1:2020, DR AS/NZS 3500.2:2020, DR AS/NZS3500.3 and DR AS/NZS 3500.4:2020
• EL-58 Energy Efficiency for Swimming Pool pumps Committee
» AS 5102:2019 Performance of household electrical appliances — swimming pool pump units, Part 1: Measurement of energy consumption and performance was published in late November 2019
» Draft AS 5352 Swimming Pool and Spa Heat Pump Systems is currently being written. The PIA resolved to remain on the committee as an Observing Committee Member, but will not provide technical input. PIA expects to review and comment if and where appropriate
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 18 PIA NEWS
PIA has also been working with the Australian Government E3 Energy Efficiency Equipment (E3) Program in the Technical Working Group, providing input into the discussion paper for industrial pump MEPs. Activity with this program came to a stop in March, however in November the E3 released technical papers addressing industrial pumps, compressors and boilers for industry to provide comment.
Updated publications released and being worked on Work on PIA publications has also continued. Updates to the fifth edition of the Pipe Friction Handbook was completed and it was published in April to a good response, with an additional two print runs needed since.
An update of the Pump Technical Handbook has also been taking place and is expected to be completed by the end of Q1 2021, with publication in Q2.
These updates would not be possible without the help of a number of volunteers lending their expertise, and the PIA thanks them for their time.
An expanding membership
PIA was pleased to report membership has continued to grow throughout the year. In the 2017/18 period, membership stood at 73 with an increase to 86 in 2018/19, and in 2019/20 this increased to 98, a 14 per cent rise.
The association is hoping to continue this growth trend in 2021 and see membership increase to over 100.
A resolution was also put forward to Members for the acceptance of a third category of membership (Group Membership), following expressions of interest by franchisers –that have a number of franchisees – to become a PIA Member. This resolution was passed, helping the PIA membership to continue to expand in future years.
Planning for 2021
PIA acknowledged that while the situation is looking up for Australia, 2021 is still very uncertain. The association is hoping circumstances will allow in-person social events to be held again and is currently planning to hold six Breakfast Meetings and 2-3 Pump Systems Training Courses across the year in various states.
A dinner is also planned for 2021 to take place at the AGM as has happened in previous years. However, if the situation remains uncertain, PIA will instead look to hosting smaller social events throughout the year across multiple locations in its place to ensure all Members will be able to participate.
Women in the pump industry
To end the AGM, Kyle Kinsella, Managing Director of Regent Pumps, provided attendees with an interesting and thoughtproving presentation on women in the pump industry.
Kylie has a background in pneumatic equipment and first got into the industry as a product manager for pumps, meters and reciprocating compressors. Having never seen a pump at this stage of her career, she was fortunate to have three mentors in the company and was provided the opportunity to travel overseas for training at manufacturer facilities, allowing her to learn about various pumps and their applications.
As her career progressed, she undertook an Advanced Diploma in Business Management to solidify the skills and knowledge she had gained as she moved into management and sought new roles. At this stage she was the only woman in a similar role in the industry.
Kylie recalled interesting stories about how she was perceived in the early days, mentioning at one particular conference she attended where she was the only woman, she said she thought the other attendees were convinced she was there to serve tea and coffee. In other instances, there were potential customers who would speak to any men first, even though she was the manager.
In 2006, she was recruited by Roger Withers as the first female manager for Matthew Davis, part of Regent Holdings, and 18 months later she was working behind the scenes on all the businesses in the group.
Kylie said while she was proud that more females were now employed in key management roles at Regent Pumps and other companies, overall the perception of women in the industry hasn’t changed a lot – there are still very few women, but this is slowly changing.
She said her general feeling was that women needed to prove themselves, work harder, and justify how they can juggle home life with a career and possibly children. Another issue is that the pump industry is still perceived as male dominated and is closely related to other industries such as building services, mining, water and wastewater, and oil and gas that are also seen as male dominated.
She said with almost 60 per cent of students enrolled domestically at universities or other institutions being women, the pump industry needs to create ideas on how to capture this growing representation of women to realise the benefits that they can provide. In 2019 studies by the Business Council of Australia and the Workplace Gender Equality, showed businesses who employed women in key management roles were producing higher profits and getting better results.
Kylie said women in management can bring a diverse business approach to the team, as well as their talents and management skills to the pump industry in other various roles such as mechanical engineering, business, HR, sales and accounting. She believes the way to get more women in the industry is through:
• Training and opportunities, and helping to facilitate that by not overlooking them
• Improving recruitment practices to not use wording that shows gender bias
• Have leaders recognise and develop talented women within their organisations
• Developing a mentor program that women can access
There is a strong case to create change, and the industry needs to support and develop rising women. She said it only took one managing director to get her career started in the industry, and the current leaders have the opportunity to replicate that for other women. For women already in the industry she encourages them to challenge themselves, be proactive, do things for themselves, continue learning, be bold and know they are good enough.
19 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 PIA NEWS
The virtual PIA AGM was facilitated by Pump Industry magazine publisher Monkey Media and hosted by Monkey Media Managing Editor, Laura Harvey.
NEW RANGE OF EN733 PUMPS: WORLD-LEADING PERFORMANCE
Ebara Corporation (Japan) has recently released its new global range of EN733 standard end suction centrifugal pumps.
Utilising the most advanced hydraulic computer design software available, Ebara engineers in Japan have been able to improve and increase the pump efficiencies of the new GS range above most other available pumps of similar design and standard on the global market.
As a major manufacturer of industrial pumps to JIS and API610 standards, Ebara Corporation has embarked on a globalisation of its range of pumps for the world market. This includes the introduction of a range of industrial pumps to European EN733 standards and a new range of vertical multistage pumps.
The new Ebara GS range of EN733 standard pumps are manufactured in component form at Ebara Corporation Japan owned and managed factories in the Asia Pacific region with final assembly of market range models undertaken by skilled tradesmen at Ebara Pumps Australia’s Melbourne facility.
The new GS series are 16 bar rated pumps, with a close coupled version (GSD) offered as well. Both the GS bareshaft pump and GSD are now available in Australia.
About Ebara Corporation
Ebara Corporation was founded in Japan in 1912 as a manufacturer of pumps. Today, as a group, it consists of more than 70 companies in six
continents with a workforce of more 11,000 people and with company owned and Japanese managed factories in eight countries covering four continents.
The huge scale of production and distribution is matched by a constant commitment to research, development and design of new products and the modern technologies for manufacturing them. Ebara products have gained a worldwide reputation for their technology and quality.
Contact your local Ebara dealer or Ebara Pumps Australia for more information.
Two of the more popular models that are stocked in Australia are both solids handling pumps. For more details contact us at Ebara Pumps Australia or visit our website.
Stamped stainless steel pumps with open impeller
Maximum 19mm passage size
50mm discharge
1.1 to 1.5kW - 1 phase
1.1 to 3.0kW - 3 phase





Cast iron submersible pumps with semi vortex impeller
32 to 56mm passage size
(Depending on model)
50 and 80mm discharge
0.4 to 0.75kW - 1 phase
0.75 to 3.7kW - 3 phase
Manual or automatic





pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 20 PIA MEMBER NEWS | PARTNER SOLUTIONS
MODEL DWO
MODEL DVS
New hydraulic design - World leading performance
Combining over 100 years of experience with the latest computer aided design, EBARA has developed the new GS series of pumps that offer world leading performance and efficiencies.
End suction single stage centrifugal pumps
Pumps to EN733 dimensions
16 Bar rated. PN16 flanges (24 Bar hydrostatic test pressure)
High efficiencies. MEI ³0.6 (Minimum Efficiency Index)
Mechanical seals to EN12756
Protectors to ISO13852
O’ Ring seal for casing
Cast iron components ED painted (Electro deposition painting)

Model GS

Model GSD
www ebara com au EBARA PUMPS AUSTRALIA PTY. LTD. 7 Holloway Drive Bayswater, VIC. 3153 P h : 0 3 9 7 6 1 3 0 3 3 sales@ebara com au
Looking ahead, going beyond expectations
Available
now
2900 rpm 1450 rpm GSD range GS range GS range - 41 pump sizes from 32-125 to 200-500 GSD motor pump versions available from 1.1 kW up to 75 kW (4 pole) and 110 kW (2 pole)
DEEP WATER PUMPING TO 300 METRES
The town of Collie is situated 200km south-east of Perth within Western Australia’s only coalfield, which boasts two large coal mines. These coal mines are the main source of energy for the local power station, offering a reliable supply of electricity to the region. Following a breakthrough by Crusader Hose in the manufacture of a high pressure flexible hose for mine dewatering at depths up to 300m, Premier Coal, the largest of the two mines, chose to replace the fibreglass pipe connecting its deepest bore to the dewatering system with Flexibore® 300.
Premier Coal was previously owned by Wesfarmers Coal, but is now part of Yancoal Australia. In 2008, a major pipeline was installed at the open cut mine to lower the water table. A large 600mm diameter ring main was installed around the perimeter, and 40 deep bores were drilled inside and around the pit. These bores are all between 199-245m deep – except one, which is 252m deep – and connected to the ring main to help keep the water table low.
Test pumping was carried out on all bores to measure the drawdown level, and the Perth-based consultant designing the system specified 150kW submersible pumps and flexible hose.
Mark Sanders of Think Water Bunbury was then selected as the prime contractor for this dewatering project.
Using his 40-plus years of pumping experience and expertise with other Premier Coal mine projects to make his recommendations, Mark combined Grundfos Pumps with Flexibore® 250 rising main from Crusader Hose for 39 of the 40 bores.
A high performance hose
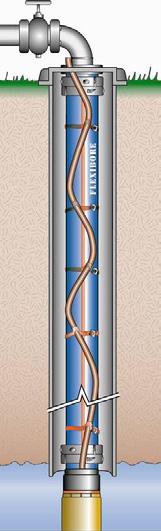
Flexibore® was chosen as the preferred hose for the dewatering system due to its ease of installation and excellent hydraulic performance.
“Flexibore® can swell up to 15 per cent under pressure and this dilation eliminates any build-up of iron bacteria or internal scaling,” Francois Steverlynck, Managing Director of Crusader Hose, said.
To assist Mark carry out the first installation, Francois flew to WA. Installing the flexible hose
To install the hose, it was rolled out, the pump connected and the power cable attached along its length, with Think Water able to install the pumps at a rate of one per day. Only one bore – the deepest bore at 252m – was not
suitable for using flexible hose as the depth exceeded the safety margin of Flexibore® 250. Fibreglass pipe was used instead, which required more labour and took three days to install due to the complexity of handling 6m sections of rigid pipe.
“That one pump for which Flexibore® could not be used really challenged me as I was unable to supply hose for the large submersible pump installed over 250m deep,” Francois said.
“Because of this, I set the Engineering Team a challenge to fabricate a hose that could go down to 300m into a bore.”
A breakthrough flexible hose design for high pressure environments
Crusader Hose is an innovative company with a strong culture of continuous improvement and its Engineering Team has had a recent breakthrough – the ultra-high-pressure Flexibore® 300 series hose, which is the highest pressure layflat hose in the world for mine dewatering, with a burst pressure of 900m.
Mark re-entered into discussions with the dewatering supervisors at the mine about this new capability.
“They were pleased to hear about this development and were impressed by the perseverance at Crusader Hose. They were also pleased that all their original Flexibore® risers were still working well after more than 12 years of continuous pumping. Based on this, we secured an order for a 252m length of the new Flexibore® 300 to replace the fibreglass column,” Mark said.
Francois said the Flexibore® 300 is truly a pioneering achievement in the history of Crusader Hose.
“This development will hopefully be keenly adopted by many Australian mining companies and enable them to keep at the forefront of productivity and continuous improvement,” Francois said.



pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 22 PIA MEMBER NEWS | PARTNER SOLUTIONS
Grundfos submersible pump.
Flexibore installation over a roller.
Flexibore ready for installation.
FLEXIBORE FLEXIBORE





Flexibore Coupling Flexibore Hose Power Cable Power Cable Strap Borehole Pump PUMPING EFFICIENCY & COST SAVING EASY STORAGE, HANDLING & TRANSPORT QUICK AND EASY INSTALLATION & RETRIEVAL Customised Layflat Hose Systems ON CRANE OVER A ROLLER WALK IN THE SYSTEM OF CHOICE FOR GROUND WATER PUMPING THE SYSTEM OF CHOICE FOR GROUND WATER PUMPING If it’s a bore, think FLEXIBORE!






Transforming energy into solutions.

Motors | Automation | Energy | Transmission & Distribution | Service
MW500 DECENTRALIZED VSD

System flexibility

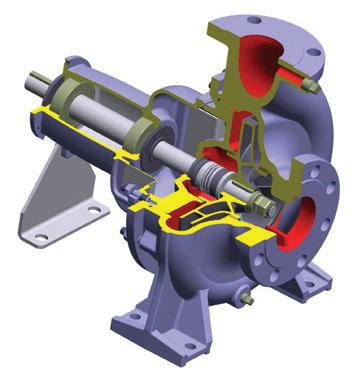
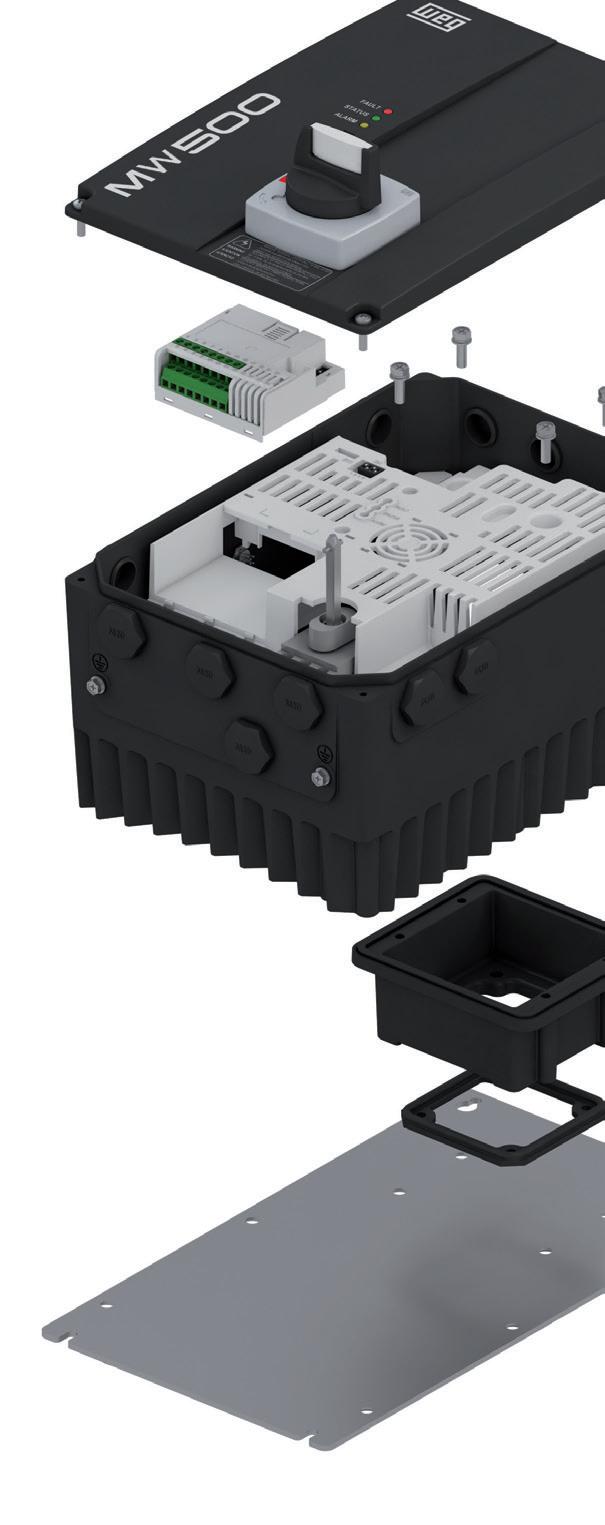
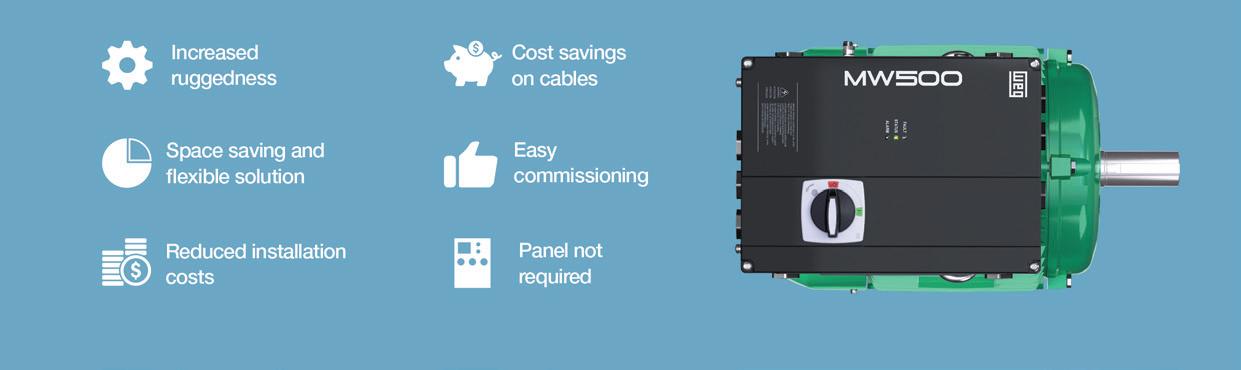
The MW500 is a high-performance VSD dedicated for induction motor control, with embedded features and a high protection degree of IP66 which allow decentralised installation directly on the motor. Designed exclusively for industrial or professional use, the decentralised WEG VSD adds a great deal of flexibility, allowing users to install it near onto the controlled motor, thus eliminating the necessity of long cables and panels.
The MW500 performance level can be scaled to match the application requirements by selecting WEG vector control (VVW) or scalar control (V/F). It also includes built-in SoftPLC capability with free WLP programming software for custom tailored control schemes without additional hardware. A variety of plug-in option modules may be added for additional I/O and communications protocols, providing extended capabilities and making the MW500 a flexible and cost-effective solution for your variable speed requirements.
PIA MEMBER NEWS | PARTNER SOLUTIONS
25
Franklin Electric: the story so far
Commencing back in 1962 in Dandenong, Victoria, close by to its present site, Franklin Electric began importing and distributing 4” submersible products. Soon after, local manufacturing commenced with specialised imported parts to offer the Australian water industry Franklin’s world-leading 4” submersible motors.
Over the decades, Franklin Electric motor products were designed and evolved to provide the industry with the highest quality 4”, 6”, 8”, 10” and 12” submersible motor products available.
Quality, reliability and performance
The main benefit that the Australian industry has come to rely on from Franklin is its quality, reliability and performance. Franklin demonstrates these every day to its customers through its Five Key Factors for Success: quality, availability, service, innovation and cost.
Franklin submersible motor products became Australia’s leading submersible motor and indeed the world’s most installed submersible electric motors.
Franklin had been partnering with pump manufacturers for decades and had developed a deep understanding of the market. When the industry started to consolidate around the world in the late 1990s and early 2000s, Franklin had some serious decisions to make.
Entering the global water pump industry
In 2004, Franklin Electric announced the purchase of JBD (the former Jacuzzi industrial range), and that it was entering the pumping industry by launching Franklin Pumping Systems, now known as FPS. Starting from a very low share, FPS is now leading the US market.
As the pumping industry is global, similar issues applied in Australia. In late 2007, Franklin Electric Australia, after three years of evaluating the market, entered the main water pump industry by launching and distributing its FPS range of submersible pumps and above ground pumps, motors, drives and controls direct to its own Australian dealer network.
In 2005, Franklin Electric purchased a 35 per cent stake of Pioneer Pump Inc, situated in Canby, Portland, Oregon. Pioneer manufactures a large range of centrifugal pumps and automatic self-priming pumps, as well as solids handling selfpriming pumps. Outside of the US, Pioneer Pump has factories for fabrication, and assembly and warehousing facilities operational in South Africa, England and Australia.

In 2011, Franklin Electric agreed to purchase the remaining 65 per cent of Pioneer. In 2020, Franklin Electric decided to consolidate its water business group globally under one Franklin Electric company.
Today, Franklin Electric Australia and Pioneer Pump Holdings Australia are one company, Franklin Electric Australia New Zealand Pty Ltd, with two facilities operating: the warehouse and assembly facility in Dandenong South, Victoria; and the fabrication assembly and test facility in Sunshine West, Victoria, which includes a logistic warehouse in Ravenhall, Victoria. Along with the consolidation of the businesses comes the staff and the years of pump experience, the company has 100s of years of experience to assist every person who needs help with a pump or application.
An expanding range
Today, the range of products have expanded to:
• A full range of surface mount pumps, ISO, split case, multistage, small and large centrifugal motor pumps, progressive cavity (MONO TYPE) and self-priming ranges, small volume low head, to extreme high volumes (2500 LPS) and discharge heads exceeding 300m
• Solar pumps and pumping equipment
• A huge range of below ground pumps: submersible turbine, line shaft, bore hole and dewatering
Truly one of the largest and most comprehensive ranges of pumping and associated products supplied by a single company globally.
“Moving Water Moving Forward”.
PIA MEMBER NEWS | PARTNER SOLUTIONS
26
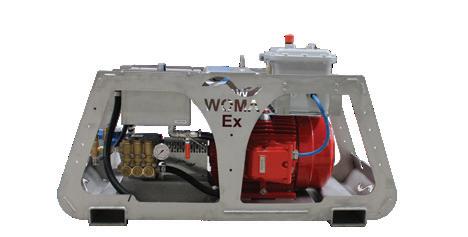
WOMA – Australasia’s leading high-pressure water supplier
WOMA – a leading provider of water jetting, vacuum extraction and explosion protection technologies has recently introduced a stable of robust, reliable and technically advanced industrial water jetters to the market. Engineered and manufactured to exacting standards, their units are purpose-built to suit the demands of the oil & gas, mining, construction and similar heavy industrial markets.
The WOMA ‘WaterJet’ offers cold, hot and steam capabilities with the provision for venturifed additive. It’s ideal for quarantine applications for the effective destruction of pathogens and bacteria as often required in heavy duty industrial environments or for the cleaning and maintenance of facilities and infrastructure with oil-based residues.
Innovative and versatile
WOMA’s new modular VersaJet system is available in numerous pressure and flow variations enabling application across varied industrial environments, principally dictated by the client or as required by the task at hand. ATEX or IECex Zone variants with optional EN 12079 or DNV 2.7.1 Certification are also available for hazardous environments. All units are AS 4233 compliant and ready for work.
As manufacturers strive for sustainable innovation and excellence,
WOMA’s initiatives continue to introduce agile and efficient practices to facilitate its manufacturing strategy whilst concurrently reducing cost and risk.
WOMA understands that “time is money” and that project management principles stress the interdependence of the triangle consisting of scope, time and cost. In light of this, WOMA is based upon a simple philosophy whereby customer solutions are realised by emerging technologies, amplified by enabled human ingenuity, ensuring that customers are in receipt of the very best in performance and reliability.

WOMA WaterJet 5000psi 350Bar 20lm Cold Hot Steam.

ENGINEERED INDUSTRIAL PUMPING SOLUTIONS





PIA MEMBER NEWS | PARTNER SOLUTIONS
www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 27
UHP • HP • VAC • ACCESSORIES • ROBOTICS • EXPLOSION PROTECTION www.woma.com.au | hpwater@woma.com.au | +61 8 9434 6622
WOMA VersaJet Electric Ex or Exd Cold Water Jetter.
WOMA VersaJet Electric Cold Water Jetter.
MOVING S#!T:
THE ADVANTAGES OF THE NEW FX RANGE FROM DAB
The new FX range by DAB includes four distinct models for various wastewater applications.
The range includes:
DRENAG FX: Draining pumps with rubber coverings that limit wear due to the presence of sand or abrasive particles. Suitable for draining environments prone to flooding where high head is necessary.
FXC: Pumps with an anti-clogging channel impeller. Suitable for drainage and the transfer of effluent and sewage water, containing solids up to 50mm with reduced long fibre content.

cross
1. Compact motors with high starting torques to reduce clogging 2. Double mechanical seal in the oil chamber completely protected from the pumped liquid
3. Anti-leakage resin sealed cable gland with fast connections
4. Delivery port, both threaded and flanged, to increase the flexibility of installation
5. Easy to access condenser compartment for inspection and maintenance
6. Anti-corrosion stainless steel motor shaft AISI 304
7. Cataphoresis and two-component coating to guarantee high resistance
8. Rubber disc for increasing stability of the pump in mobile installations
DFXV: Pumps with a patented super vortex impeller. Increased performance without compromising the ability to work in the presence of large solids and long fibres guarantees a completely free passage.
GRINDER FX: Pumps with a high resistance stainless steel grinder system and suitable for the transfer of sewage water at high pressure or when narrow piping is needed to keep system installation costs down.
esign was carried out with absolute reliability and strength in mind. The double silicon carbide mechanical seals are entirely enclosed in the oil chamber to avoid direct contact with the pumped liquid. The high standards of construction, including the motor shaft in anti-corrosion stainless steel AISI 304, the external cataphoresis, and two-component coating and the resin sealed cable gland, guarantee the long life of the range. The new FX range also comes with new motors that are more compact than ever. Sized to guarantee high resistance to clogging and consistent performance.
The new, compact motors are designed to increase the starting torque and reduce the risk of clogging. Now more efficient than ever, they allow the FX pumps to run even when not fully submerged to permit complete emptying of the tanks.
The pumps in the FX range have a structure with three levels for quick access to all the main components, greatly facilitating maintenance. The spare parts have also been unified and made universal for the entire range.
A focus on efficiency
The FX range tackles the issue of efficiency from every point of view. Advanced research into computational fluid dynamic analysis (CFD) has allowed DAB to improve performance in terms of efficiency and increase the capacity to manage sewage water. The FX range comes with high energy efficient motors that permit lower power ratings, guaranteeing the same performance as a more powerful pump.
The new Super Vortex impeller, patented by DAB, is an important development. Completely redesigned on the basis of research into computational fluid dynamics, the new impeller improves on the performance of the FEKA FXV pumps under all conditions, reducing motor consumption while still offering the benefit of a free passage the same size as the pump's delivery port (50 and 65mm).
The new FX range is available with accessories to make the replacement of old models and system upgrades as easy as possible. The reduced overall size, complete with threaded flange connection, makes installation even simpler.
Thanks to its production capacity and its service network, DAB can guarantee the availability of the FX range worldwide.
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 28 PIA MEMBER NEWS | PARTNER SOLUTIONS
FX
section:






THE TEAM THAT ALWAYS SCORES. Four completely innovative solutions for waste water; four answers to your needs. V C DABPUMPS.COM.AU
EASYWELL: maximum reliability in extreme environments at a competitive price
Caprari further expands its range of EASYWELL (MPC) submersible motors with improved options and configurations, cementing its position as a world-leading manufacturer.
Important new developments include:
• 100 per cent anti-corrosion in extreme applications: EASYWELL is now available in full AISI 316 stainless steel, allowing them to be used in even more extreme applications. When combined with Caprari’s international patented DEFENDER®, a standard device on all Caprari wet ends, the life of the electric pump is extended, even in the presence of seawater
• Suitable for high temperatures: thanks to the dual layer insulation windings, EASYWELL submersible motors are suitable for high temperature water applications without any decrease in performance
• 100 per cent reliability: the EASYWELL range has always guaranteed exceptional resistance to wear due to its silicon carbide mechanical seal and robust design which allows it to be used in difficult operating conditions. Furthermore, the range is equipped with a thrust bearing that is generously oversized compared to the axial loads generated by the wet end and has line bearings made of self-lubricating composite material based on graphite, guaranteeing durability
The EASYWELL range encompasses motor powers up to 125HP in size 8” and 200HP in size 10” for both the standard version and the new stainless steel version.
The EASYWELL range provides increased power outputs, reduced energy consumption all at competitive prices.
For more information, visit caprari.com.


SUBMERSIBLE MOTORS RANGE EXTENSION
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au RELIABILITY OUTSTANDING
HIGH CORROSION PROOF HIGH RESISTANCE TO OVERHEATING 30 INDUSTRY NEWS | PARTNER SOLUTIONS





The right choice for high concentration of solids and sand up to 450 g/m3 The new 4” and 6” submersible pumps for small and medium size wells are Caprari’s answer to the need for high performance plus long life in extremely heavy duty conditions. Compact and made of stainless steel, they combine power and reliability thanks to their re-engineered construction and the quality of the materials. www.caprari.com BREAKTHROUGH DESIGN NEW LINE FOR BOREHOLE PUMPS
Merger a disruptive force in the

FLUID SEALING MARKET
Flex-A-Seal and Momentum Engineered Systems have announced their planned merger, providing a unified mechanical seal and systems approach to the fluid sealing market. The merged company is now operating under the new name, Flexaseal Engineered Seals and Systems (FAS-ESS).
Both Flex-A-Seal and Momentum are distinguished by their commitment to ‘Made in the USA’ with a solid reputation for producing quality products. The merger now vertically integrates and supplies Flex-A-Seal and Momentum products under one entity, providing a complete sealing package to customers.
The new company’s point of difference focuses on manufacturing custom mechanical seal and rotating equipment support systems in half the standard industry lead time. All FASESS support systems for applications involving rotating equipment are designed, manufactured and tested in the US, with delivery of standard products in as little as four weeks.
Hank Slauson, former President of Flex-A-Seal and now Chairman of Flexaseal Engineered Seals and Systems, said, “I am proud to announce this merger as the next step in our path to increasing our share of the sealing market. This merged company has the rare combination of strong technology and a customer-centric business ethic. It is a timely opportunity to integrate our unique company culture with another forward-thinking force in the fluid handling market.”

Global leaders in fluid sealing
Flex-A-Seal, founded in 1983, known globally as a leader in the manufacture of welded metal bellows and fully split cartridge mechanical seals, offers engineered solutions for virtually any sealing application. Flex-A-Seal has customers in over 50 countries worldwide.
Momentum Engineered Systems, founded in 2013, disrupted the poorly served seal support and lubrication markets through innovative customer service. Momentum Engineered Systems is currently the largest independent seal systems manufacturer in the US.
Trey Maxwell, former CEO of Momentum Engineered Systems and now CEO of Flexaseal Engineered Seals and Systems, said, “Our customers are looking for a change, our goal is to bring service back. Our American manufacturing and dedicated professionals will be a disruptive force.”
The new company maintains its operations in Williston, VT; Houston, TX; and Gonzales, LA, with the corporate headquarters in Williston, VT, and continues to distribute its products in Australia through their trusted sales partner, IndustriTech.
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 32 INDUSTRY NEWS | PARTNER SOLUTIONS
For all Australian enquiries, contact IndustriTech – Industrial Process Solutions at www.industritech.com.au.




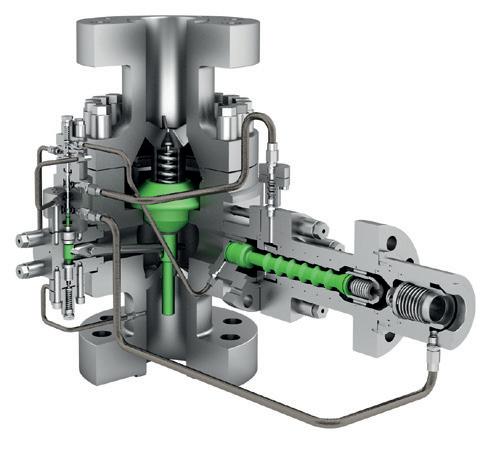

protection valves designed and manufactured in Germany. Exclusively distributed in Australia by:
| sales@industritech.com.au UNDER PRESSURE.
Pump
www.industritech.com.au
The Schroeder automatic recirculation valve for all pressures and all load conditions.
VOLVO PENTA: THE RIGHT POWER FOR HIGH PRESSURE
Volvo Penta’s engine range is characterised by high performance, reliability, fuel efficiency and low emission levels. Built to be versatile, their low weight, compact designs, easy installation and optional equipment packages make them perfect for numerous machine and equipment applications in a variety of industries.
As part of the Volvo Group, Volvo Penta is a premium supplier of engines for the pumping industry.
Martin Skoglund, Head of Volvo Penta Oceania, said, “We continuously work towards sustainable solutions and provide both OEMs and operators with state-of-theart engines and technology based on over 100 years of engineering experience. Our engines power various industrial applications all over the world – contributing to the overall productivity of the operations, through excellent performance and minimised total cost of ownership.”
Volvo Penta engines can be found in pump applications like fire, irrigation, dewatering and high pressure, as well as industrial applications, including power generation, materials handling, rock crushing, underground mining equipment, forestry and harvesters, just to name a few. Several of the world’s largest equipment manufacturers use Volvo Penta as an engine solution partner.
“One of the advantages of using Volvo Penta as an engine partner is that all our industrial engines are designed to be part of a common platform. This means a future-proof engine range with interfaces and range architecture that match the different emission stages. The platform commonality also facilitates service and parts availability,” Mr Skoglund said.
Cost of ownership

High pressure power when it’s needed
Agri-Industrial Power Solutions – Volvo Penta’s distributor in Victoria – has been working with Hammelmann, who has over 60 years’ experience in high-pressure technology.
Hammelmann provides a complete solution for the usage of high-pressure pumps, including state-of-the-art accessories, hoses, protective equipment, specialised robotics and spare parts.

Through its national operations, Hammelmann Australia supplies premium pumps to Australian businesses across a range of industries in applications including pipe, vessel and heat exchange cleaning, concrete demolition and surface preparation.
Agri-Industrial Power Solutions and Hammelmann have been working to integrate Volvo Penta products into their market. Hammelmann relies heavily on engine suppliers for its sales and technical support on a national scale. With Volvo Penta you can depend on its dealer network, 24 hours a day, 7 days a week. Volvo Penta engine packages are revolutionising the industry, with cost of ownership, reliability and fuel efficiency of its engines.
Regional State Manager of Hammelmann Australia Melbourne, Quoc Thang, said, ‘’The Volvo Penta product has proven to exceed our expectations. From initial enquiry, to taking delivery Agri-Industrial Power Solutions are responsive, professional and provide outstanding back-up support.
Volvo Penta is at the forefront of the engine industry and is always looking for ways to reduce total cost of ownership while maintaining the reliability and the longevity of its engines. To maximise uptime, most Volvo Penta industrial engines can operate for 1,000 hours between service intervals. Productivity can be increased and uptime maximised by using the corresponding service protocol, an approved Volvo Penta oil analysis and genuine Volvo Penta oil filters with the appropriate oil and fuel quality.
Reliable engine, reliable network
With over 100 Volvo Penta dealers located around Australia committed to providing first-class service around the clock, you can depend on Volvo Penta for all your pumping requirements. Engines ranging from 125HP through to 768HP configured for various pumping applications are in stock and ready for delivery nationwide.
“Hammelmann Australia’s Melbourne production team are greatly appreciative of Volvo Penta’s point of difference. When the engine and pump combination was being tested on-site at our Melbourne facility, the Volvo Penta Sales and Service Managers attended to ensure all systems were running correctly and efficiently.”
When looking for long-term cost-saving advantages, Volvo Penta’s industrial engine range is developed to be durable and fuel efficient.
For more information or to find your nearest dealer, head to volvopenta.com.
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 34 INDUSTRY NEWS | PARTNER SOLUTIONS
A POWERFUL PARTNERSHIP


Volvo Penta. Robust, fuel efficient industrial diesel engines that keep running even in the toughest conditions. Easy to install, operate and maintain. A powerful partnership you can trust all the way from the drawing board throughout the operational life of your engine. Competitively priced complete power-pack units ready for delivery Australia wide with a local support team on hand 24/7. To find your nearest dealer visit www.volvopenta.com

105-515 KW
THE LAYFLAT SOLUTION to your temporary and emergency water transport problems
Super Aquaduct flexible layflat pipeline has been designed for all emergency and temporary drinking water delivery operations, and offers major cost savings and performance advantages over conventional rigid pipe.
Fast deployment and retrieval
Long continuous lengths of Super Aquaduct can be quickly deployed and retrieved using a wide variety of systems including light duty trailers, flaking boxes and power-driven reels.
High flexibility and kink resistance allows natural ground contours to be followed without putting stress on the pipeline and eliminates expensive path cutting work. Fewer joints and faster connections mean reduced labour and equipment costs.
Super Aquaduct allows for rapid restoration of water supplies in an emergency.
Easy to store and transport
The hose is lightweight and compact for economical storage. A standard pickup truck instead of flatbed truck and forklift reduces transport costs, and also enables direct routes to be taken that are usually inaccessible to larger vehicles.
Long service life
It is designed for long life and maintenance-free service in even the harshest environments and has exceptional resistance to abrasion and cutting, making it ideal for use on a wide variety of ground conditions.
Super Aquaduct is resistant to fuels, chemicals, UV, ozone, weathering, hydrolysis and microbiological attack. Added to this, the hose is free from corrosion or scaling and you can be assured of no contamination of drinking water supplies.

Low operating costs

Super Aquaduct from Angus Flexible Pipelines Australia had been designed for low pressure loss for efficient pumping. Swells up to ten per cent above uncharged diameter at maximum operating pressure enables more water to be pumped.
Every metre factory tested
Every metre of the Super Aquaduct hose undergoes 18 different tests at our factory so you are assured of its performance. The hose is manufactured in compliance with BS EN ISO 9001:2008 quality management systems – the raw materials, components and finished products are rigorously tested and inspected to ensure excellent product reliability.
Approvals and listings
It features a unique “through-the-weave” one piece construction comprising a circular woven high tenacity polyester reinforcement totally encapsulated in a tough elastomeric polyurethane cover and lining. And a wide range of couplings, manifolds and hardware are available for connecting the pipeline to additional segments, fluid supplies or auxiliary hardware.
It has potable water listings: Regulation 31 UK Drinking Water Inspectorate; USA National Sanitation Foundation (NSF) 61; UK Water Byelaws Scheme (WBS) BS 6920 for use with cold and hot water up to 50°C.
The manufacturing facility operates an Environmental Management System which meets ISO 14001:2004.
Typical applications
• Municipal – emergency water supply, pipeline bypass, waste transfer, testing/flushing water mains, sewer and water treatment, and municipal fire services
• Marine – potable water to ships/boats, cargo loading/ unloading, and supply ship to offshore facilities
• Industrial – potable water for food processing, high flow dewatering, liquid and powder foodstuffs, slurry pumping, loading/unloading from trucks, industrial fire services
• Military – potable water transfer For
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 36 INDUSTRY NEWS | PARTNER SOLUTIONS
more information please visit angusflexiblepipelines.com.au/super-aquaduct email sales.australia@angusfire.com or phone +61 (0) 7 3256 7624

State of the Industry 2021: finding opportunities in an uncertain time
As the saying goes, hindsight is 2020; but no one could have foreseen the wide scale effects COVID-19 and a devastating fire season on us last year. Now in its eighth year, Pump Industry’s State of the Industry explores how the events of 2020 impacted the industry compared to pre-COVID expectations, how respondents expect the industry to perform in the coming 12 months, and what opportunities companies can take hold of.
The industry experienced a lot of ups and downs in 2020, with most sectors not performing as well as expected due to the unexpected local and global effects of the COVID-19 pandemic.
However, it was not all negative, and while some companies felt the bite more, drought-breaking rainfall, the need for essential services to continue operating and minimal restrictions in some states and territories saw many companies still have a successful year.
The Pump Industry survey this year provided insights into how big of an effect COVID-19 and other disasters had on the industry in 2020, what affects the virus is expected to continue to have in 2021, and what other challenges and opportunities lie ahead.
A year of disasters: an essential industry adapting to uncertainty
2020 was turbulent for Australians, with a number of disasters hitting one after the other, affecting the pump industry in various ways. Like most industries, pumps were not immune to the impacts of these events and they had a major effect on the performance of the industry and the sectors it services.
2019/20 bushfires
The 2019/20 bushfire season was the first disaster to hit the country as it brought on the worst bushfire crisis the country has ever seen. During this time, not only was a lot of pumping infrastructure destroyed, but pumps also played an important role in assisting firefighters in their efforts to battle the blazes.
Pump suppliers and manufacturers stepped-up and supported firefighting efforts with supplies, donations
and technical expertise. With damage to a lot of pumps and associated infrastructure, there was an increase in demand for replacement equipment. This led to many pump suppliers running out of stock as demand sky-rocketed. Many companies also donated replacement pumps, tanks and other equipment to farmers and others who had lost everything to the blazes.
As the fires were being brought under control, the Federal Government announced a $100 million bushfire support package for primary producers. This package was aimed at helping producers purchase or hire immediate essentials like fodder, water, pumps, irrigation systems, generators and much more.
While bushfire plans and preparation are a well-known part of rural life, and equipment is in place in case it is required, one pump supplier told Pump Industry that a lack of education around preparing for bushfires was a primary issue with customers and volunteers. The supplier said that education on which pump is right for the customers needs and limitations was vital to ensuring the correct equipment is supplied so end users aren’t left vulnerable in the future.
Floods
Following the bushfires, the country was lashed by devastating rainfall and hail at the beginning of February. While it brought much needed relief to fire-affected areas, it also caused wide-spread flooding and damage to parts of New South Wales, Queensland and the ACT.
Additional pumping equipment was required to help with the flooding in some areas. One example was the deployment of additional pumps to help clear water from the decade-old
38 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
STATE OF THE INDUSTRY

2: Despite the effects of COVID-19, respondent’s expectations for company performance in 2021 remains relatively stable from 2020 expectations.
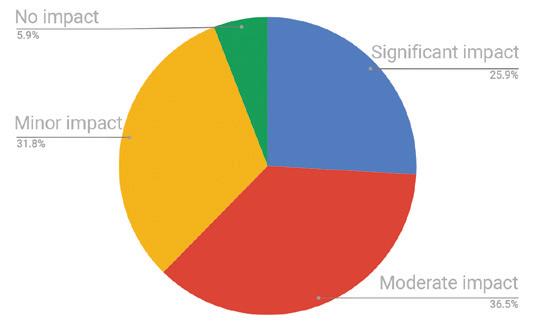
Sydney Metro tunnel between North Ryde and Chatswood as the existing infrastructure was unable to deal with the amount of water that had fallen over the city. On one day alone, more than a million litres of water was pumped out. In regional areas, pumps were brought in and working overtime to pump water into private dams and reservoirs to be used for irrigating farmland.
However from this event, councils and companies across Australia looked to flood mitigation measures to help increase their resilience for future flood disasters, including funding for upgrades to water infrastructure.
The floods also brought drought-breaking rainfall which continued after the flooding finished, bringing confidence to farmers for a good crop season and the financial security to invest in new equipment.
COVID-19
The rapid global spread of COVID-19 early in the year has had the biggest impact on the industry and saw a lot of changes for companies, with sudden developments and changing restrictions based on official advice, such as restrictions on travel, international and state border closures, and lockdowns having a knock-on effect.
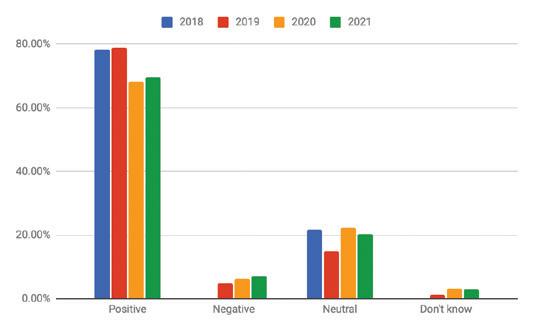
As pumps and associated equipment are crucial for the function of many of the sectors classed as essential by the government, the industry was able to keep operating through all lockdowns with changes in the workforce where necessary to meet restrictions, such as employees working from home where possible and added compliance in-house and out in the field. The extent of the impact on company performance was dependent on where a company is based, which sectors it services and where it’s product is manufactured. As can be seen in Figure 1, a majority of respondents (31.76 per cent) reported that COVID-19 only had a minor impact on the company’s performance, while 25.89 per cent said they had been significantly impacted, 36.47 per cent said it had a moderate impact, and 5.88 per cent said it had no impact.
For those that rely on imported products and components, the Australian industry saw a shortage of containers and vessel space early in the pandemic, and there was global supply chain disruption as factories in the US, Europe and Asia were forced to temporarily close down to help contain the spread of the virus, resulting in extended lead times for product and materials.
39 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 STATE OF THE INDUSTRY
Figure 1: Respondents reported varying levels of impact to company performance for 2020 from COVID-19.
Figure
Figure 3: There was a notable increase in companies reporting their performance in 2020 fell short of expectations, likely greatly influenced by the effects of COVID-19.
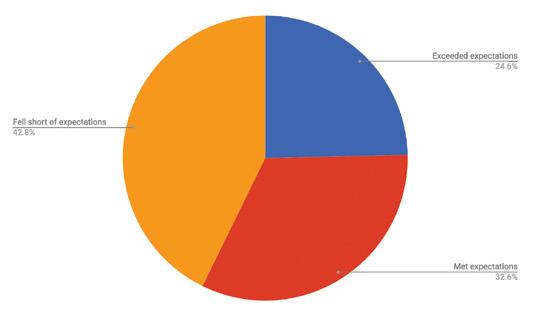
Company travel has also been impacted, with the national border closure making international travel impossible, and state border closures preventing or greatly limiting the ability to travel interstate at various times, restricting opportunities for in person meetings or site visits. One respondent said “travel restrictions between states to our branches to allow specialised personnel to attend/complete projects” had impacted them; and others said it prevented them from meeting interstate clients and for undertaking marketing. Those who rely on international travel further felt the effects, with one respondent noting “the COVID-19 interference allied with interstate and international travel restrictions 'shackled' the performance and expectation of our interstate and international business”.
Social distancing restrictions further reduced chances for companies to meet new and existing clients with events and conferences cancelled or postponed. Another impact of social distancing was indoor capacity caps, with one responder citing the restrictions on “the amount of people in the shop front” having a minor impact on company performance.
While the industry has been able to keep operating, respondents said the uncertainty of the situation has created a slow down in demand, citing a number of reasons including:
• Customers being cautious of “new investment due to it being harder to carry out projects”
• Low demand of products (gasoline, diesel)
• Minimal demand on new water supply projects or irrigation pumping systems
• Little new building during COVID-19
• Demand on new pump purchases well below expectation due to unfavourable economic conditions
• For some sectors, there were “no new jobs”
Another consequence of the pandemic as noted by a respondent was a “curbed enthusiasm for innovation”.
For those not servicing the major essential industries, there was a slow down in work despite being able to continue operating. Respondents noted that projects were cancelled and postponed, contracts were delayed, and that “companies consolidated their operations to the point of being stagnant”.
Other respondents had a more positive take on the impact of COVID-19 on their business, with respondents noting that:
• Business flow remained stable throughout the downturn
• More work than expected during the pandemic
• Greater demand for pumps
• Clients buying stock items to prepare for COVID disruptions
• Projects which were awarded continued
Figure 4: While the outlook for the industry in the year ahead is uncertain, over half of respondents remain positive.
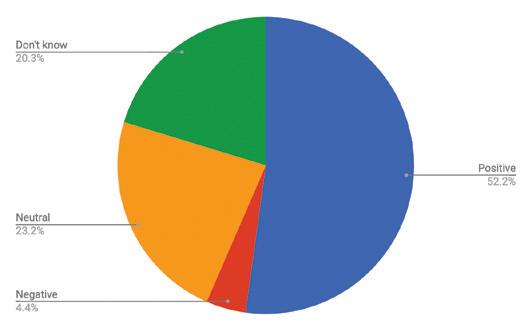
• As a designated essential business we were able to assist more companies with a bigger variety of work
Those with a foot in rentals also did well, with one respondent noting that the “rental business grew on slowed industry CAPEX spend”.
With the COVID situation stabilising in Australia, there were very few restrictions on interstate travel by the end of 2020 and the increasing of capacity caps in states means events and conferences can start looking towards being able to possibly take place again in 2021. This is reflected by one respondent who noted that their “work level continued increasing toward the end of the year”.
International travel is still off the table until a vaccine is adopted globally, and it is still uncertain as to when it will be allowed and of any limitations. For now, while it appears a vaccine will soon be available, its rollout will take time and 2021 looks like it will still be under the cloud of the virus, with restrictions temporarily coming into place if more outbreaks occur.
Globally the situation is more unstable in most regions, but some manufacturers have been able to pivot and adapt, and help with the global virus response. Grundfos designed and produced face shields in order for the health and care sectors to protect employees and their patients. These have been manufactured and rolled out in a number of countries. Eaton also produced face shields for roll out in the US. Apex Pumps manufactured and delivered a bespoke pump to a UK chemical company designed to aid the production of hand sanitiser. These are only a few examples of the work that has been done in this space.
Expectations for 2020 and looking towards 2021
Even before the successive disasters that hit Australia, the industry was approaching 2020 with caution following the official end of the mining boom in 2018 and the sector’s slowdown, and the known (and unknown) effects of external factors such as online competition and the then ongoing US-China Trade War.
Respondents are looking to 2021 with the same level of caution, with 20.29 per cent reporting a neutral outlook for their company for the year ahead, compared to 22.22 per cent in 2020. There was a slight increase in positive and negative outlooks for their company compared to the previous year –69.57 per cent have a positive outlook for 2021, up from 68.25 per cent in 2020, and 7.25 per cent have a negative outlook compared to 6.35 per cent in 2020. Only 2.9 per cent reported they don’t know, down from 3.17 per cent last year. These results can be seen in Figure 2 (see page 39).
Despite over 50 per cent of respondents reporting their company’s performance was moderately or significantly
40 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
STATE OF THE INDUSTRY
impacted by the COVID-19 pandemic, expectations for 2021 remain relatively stable. This could be attributed to respondents already entering 2020 with caution after 2019 didn’t pan out as well as expected, as well as the stabilisation of the COVID-19 pandemic in Australia and a majority of borders opening to other states and territories, and the announcement of millions of dollars of federal and state funding for fast-tracked infrastructure projects.
While there was a slight increase of less than one per cent in the negative outlook for 2021 – the highest it’s been in the past four years – it is still well below the 2017 negative outlook which sat at 21.2 per cent.
Even though expectations for the year ahead remain stable, the COVID-19 pandemic did have a notable impact in 2020, with 42.75 per cent of respondents reporting company performance fell short of expectations – a significant increase from the 27 per cent reported in 2019 and the highest since 2017 when unstable commodity prices, a weak Australian dollar and a downturn in the mining industry were affecting the industry.
With this increase, there was also a decrease in reports that companies' performance met or exceeded expectations for the year. As shown in Figure 3, 24.64 per cent felt their company’s performance exceeded expectations, down slightly from 25.4 per cent last year, and 32.61 per cent felt it met expectations compared to 27.62 per cent in 2019.
It is clear COVID-19 will remain a key challenge and top of mind for the industry in the year ahead, with the uncertainty about outbreaks, the ongoing effects from 2020 and the expectation that a return to normal in Australia could be as long as 12+ months away. Globally this could take even longer. There are other ongoing challenges the industry is dealing with, lending themselves to the increased negativity.
However, there are glimpses of hope and opportunities for companies to take a hold of, such as an influx of infrastructure spending and a move towards pumps-as-a-service. One respondent noted, “There seems to be a lot of government tenders out in 2020 and if these get let then it will be a very successful year in 2021”.
The uncertainty can be seen in respondents’ expectations for the industry as a whole for the year ahead in Figure 4, with 20.29 per cent unsure – up notably from 7.94 per cent last year – and 23.19 per cent having a neutral outlook. However, over half (52.17 per cent)
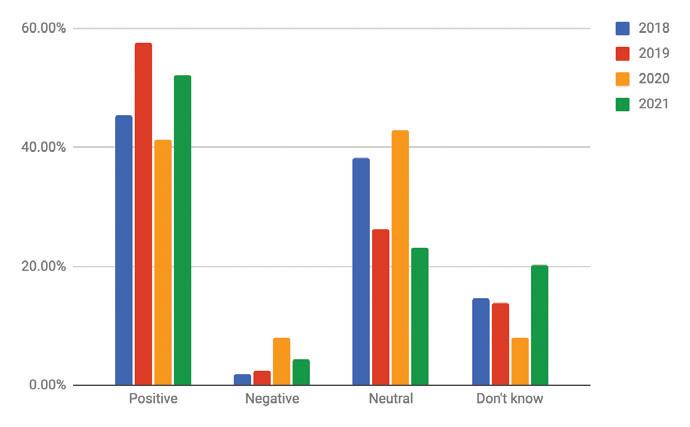

• Self-lubricating
• Non-galling
• Survives run dry episodes
• Corrosion resistant
• Dimensionally stable
• Won’t swell
• Improves efficiencies
41 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 STATE OF THE INDUSTRY
-400˚F to 1000˚F (-240˚C to 535˚C) NSF & WRAS Pump Grades Available Yonkers, NY USA +1.914.968.8400 www.GRAPHALLOY.com GRAPHALLOY® Bushings and Wear Rings for Water and Wastewater Pumps
12/7/20
•
Graphalloy_Wasterwater_122x185mm.qxp_Layout 1
3:50 PM
Figure 5: How the outlook for the Australian pump industry has changed from 2018-2021.
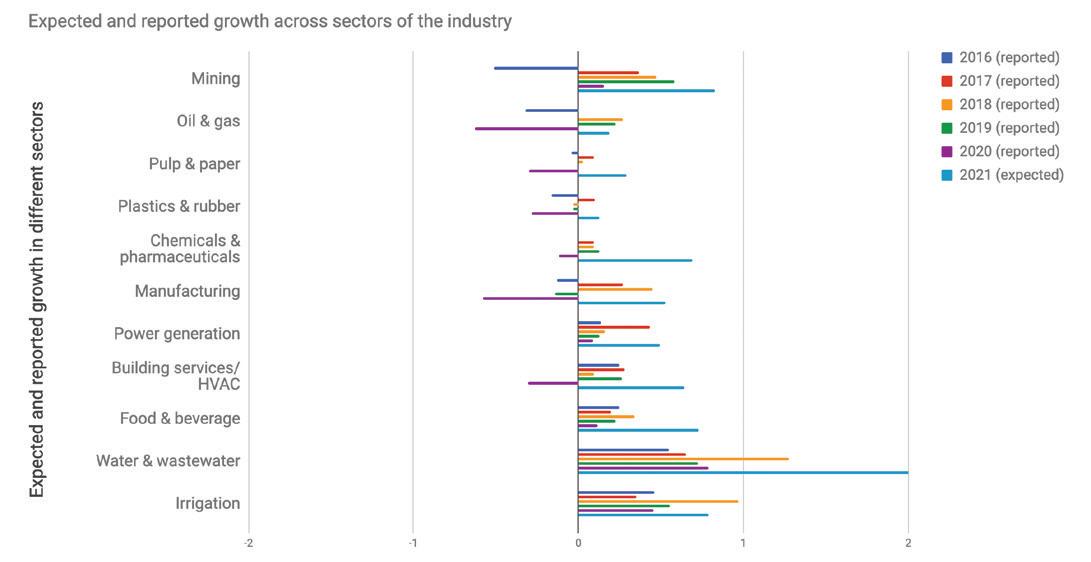
have a positive outlook, an increase from 41.27 per cent last year, and negative outlooks have decreased from 7.94 per cent in 2020 to 4.35 per cent for 2021 (Figure 5, page 41).
Industry performance by vertical
Key to understanding the current state of the pump industry is to examine which verticals performed the best and worst for businesses during 2020, and to identify how key sectors are expected to fare in 2021.
To do this, we asked respondents about the volume of work experienced across key verticals in 2020, and how they expected them to perform in 2021, assuming the status of COVID-19 as was experienced at the end of 2020 (low to no community transmission and most state borders open to each other) was maintained.
Figure 6 shows the expected performance of these verticals in 2021, and compares this against the reported performances from 2016-20.
Best and worst performing verticals
According to respondents, water and wastewater and irrigation were the best performing verticals in 2020, with mining, power generation, and food and beverage not far behind. These are mostly in line with what respondents predicted for the year.
Some verticals that were expected to drive growth such as building services/HVAC and oil and gas were among the worst performing verticals for the year, along with pulp and paper, plastics and rubber, and chemicals and pharmaceuticals.
These results reflect the impact that the events of the year, in particular COVID-19, had on these industries. The industries that performed better were those that were considered essential industries, and where government funding and incentives kept investment secure. The worst performing verticals on the other hand, perhaps felt less secure to invest in new equipment and instead preferred to maintain current equipment and not expand. The oil and gas industry had its own challenges and was perhaps most impacted by the global impacts to the industry.
Despite none of the verticals performing as well as expected in 2020 and the continuing COVID-19 crisis, these
are not impacting respondents’ optimism that the industry can bounce back in 2021.
What lies ahead for 2021?
As can be seen in Figure 7 (see page 44), water and wastewater, irrigation, mining, and food and beverage are expected to be the biggest drivers of growth, with building services/HVAC, chemicals and pharmaceuticals, manufacturing, and power generation also expected to do well.
After a poor performance in 2020, oil and gas, pulp and paper, and plastics and rubber are expected to do better in 2021. Overall, all verticals are expected to see some growth.
What’s driving the industry?
Mining and resources leading economic recovery
The mining and resources sector didn’t perform quite as well as expected in 2020, with respondents noting a “lack of collaboration from the underground mining industry” and that “COVID and mining supply hasn’t taken off” as some of the reasons for this. Overall, 25 per cent of respondents reported the level of work over the year decreased somewhat and 1.92 per cent said it has decreased significantly. However, for a majority of respondents (44.23 per cent) the level of work stayed the same, while 19.23 per cent said it had increased somewhat, and 9.61 per cent said it had increased significantly.
However, while performance expectations weren’t met it was still one of the most resilient and critical industries throughout the COVID-19 crisis, allowing it to have been one of the better performing verticals overall for the pump industry in 2020. This is reflected in the response of one respondent who said “the amount of projects underway in the mining resources sector has been positive for our business” and “we expect a continuation of this in 2021 and are placing additional human resources to capitalise on this”.
Compared to the reported expectations for the year, 44.18 per cent predicted work levels would increase somewhat, 37.20 per cent expected it to stay the same, and 4.65 per cent said it would decrease somewhat. Only six per cent predicted it would increase significantly, slightly less than what was actually experienced.
42 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
STATE OF THE INDUSTRY
Decreased Significantly Increased Significantly Decreased Somewhat Increased Somewhat Stayed
Same
Figure 6: 2020 saw mixed results in the performance of various verticals.
the
The industry’s handling of the virus has given respondents confidence that work will increase somewhat (43.39 per cent), remain the same (37.73 per cent) or increase significantly (7.54 per cent) in 2021. Only 9.43 per cent predict it will decrease somewhat and 1.88 per cent expect it will decrease significantly.
The main impact of COVID-19 to the mining industry has been price volatility, with associated issues related to cash flow and liquidity, and different commodities dealt with market pressures, such as a drop in demand – an issue that will continue in the year ahead. KPMG¹ noted that in the March 2020 quarter, copper, nickel, and aluminium fell up to 20 per cent. Battery minerals pricing continued to fall, while iron ore and gold remained relatively steady. Currencies continue to experience significant short-term volatilities. However, since then, there has been a sharp bounce back as China came out of its harsh containment measures.
Compared to mining, the oil and gas industry didn’t fare as well throughout the year, with one respondent citing the decline in the industry as a key impact to their company’s performance. Overall, 24 per cent of respondents said there had been a significant decrease in work and 22 per cent said there had been somewhat of a decrease, while 34 per cent said it had stayed the same as 2019 levels. Only 20 per cent said they had seen somewhat of an increase, and no one saw a significant increase.
Like mining, these results were driven by a drop in the demand for oil and the price crash. Furthermore, early in the pandemic, China was turning away oil and gas tankers as the economy was brought to a halt to stop the spread of the virus. Compounding this, an oil production war between Russia and Saudi Arabia resulted in both countries dropping their oil prices and planning to raise production. This brought global oil prices down as well. The combined effects meant demand plunged and production was cut.
Respondents are split in how they feel the oil and gas industry will fare in 2021, with 6.12 per cent predicting it will decrease significantly and 16.32 per cent predicting a somewhat decrease. On the other hand, 36.73 per cent of respondents expect somewhat of an increase for the industry and 2.04 per cent predict a significant increase. A plurality (38.77 per cent) think it will remain stable.
The September 2020 Resources and Energy Quarterly² released by the Department of Industry, Innovation and Science gives some further insight into the sector’s performance in 2021.
It reported that resource and energy commodity exports are likely to remain a major source of support to the Australian economy as it recovers from the largest global contraction since World War II.
Iron ore earnings set an all-time record in 2019-20 (topping $102 billion) due to a strong demand from China and restricted market supply from Brazil due to COVID-19-related workplace issues. This high is expected to continue with export earnings forecast to be $97 billion in 2020-21.
Gold was also a good performer and export earnings are on track to set a new record (of about $31 billion) in 2020-21.
After a decline in demand and cost of base metals early in the pandemic, they have recovered with the prices of copper and nickel back to pre-COVID-19 levels by the September quarter. The report noted both “have relatively constrained long-term supply prospects against a backdrop of healthy demand, especially for use in new age technologies”.
While some energy commodities were steadily recovering as global demand recovered and supply cuts caused markets to tighten, the report said it is likely that due to oil prices and
LNG contract prices, Australian LNG export revenues will fall sharply in 2020-21.
Overall, despite resources and energy exports expected to fall slightly to $252 billion in 2021-22 from $256 billion in 202021, the reports said they will continue to make an important contribution to Australia’s economy. There are notable risks on both sides that could impact the predicted performance. A protracted economic slump in the US would hurt Asia (and therefore Australia as well), which could lead to less investment and companies holding off on purchasing new equipment in order to cut costs. However, a successful COVID-19 vaccine would see a boost in business and consumer confidence, with economic activity and investment increasing again once a sufficient rollout has taken place.
COVID-19 had the biggest impact on the industry in 2020, with companies experiencing both positive and negative effects.
A funding boost for water and wastewater projects
As a major essential service, water and wastewater performed the best out of all verticals in 2020, however, it was not completely unscathed and didn't perform quite as well as expected. 35.44 per cent of respondents reported levels of work had increased somewhat, 7.59 per cent said they had increased significantly, and 39.24 per cent said they had stayed the same, compared to the expected 52.17 per cent, 13.04 per cent and 28.26 per cent respectively. Only 2.53 per cent said it had decreased significantly, and 15.18 said it had decreased somewhat, up from a projected 4.34 per cent.
The sector is expected to continue to do well in 2021, with over half of respondents (54.43 per cent) expecting levels of work to somewhat increase, 11.39 per cent predict it will increase significantly and 29.11 per said it will stay the same. No respondents expect levels to significantly decrease and only 5.06 per cent said they think it will decrease somewhat.
This positivity for the sector for the year ahead comes from confidence that if the COVID-19 situation worsens, operations and projects will remain on-track with minimal disruption, and billions of dollars worth of funding has been allocated for fasttracked projects as part of the Federal Government’s plans for an infrastructure-led economic recovery.
In the 2020-21 Federal Budget alone, an additional $2 billion in funding was allocated for projects through the National Water Infrastructure Development Fund (NWIDF), more than doubling it to a total of $3.5 billion.
This secures work for the sector not only in 2021 but for the future as well, as the NWIDF was announced to become a tenyear rolling program of priority infrastructure projects to support and invest in Australia’s regional economies over the long term.
This long-term focus will help identify and build the dams, weirs, pipelines, water recycling plants and other projects that will deliver the National Water Grid – a series of region-specific systems that will help secure reliable supplies of water for rural and regional Australia now and into the future. Already more
43 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 STATE OF THE INDUSTRY
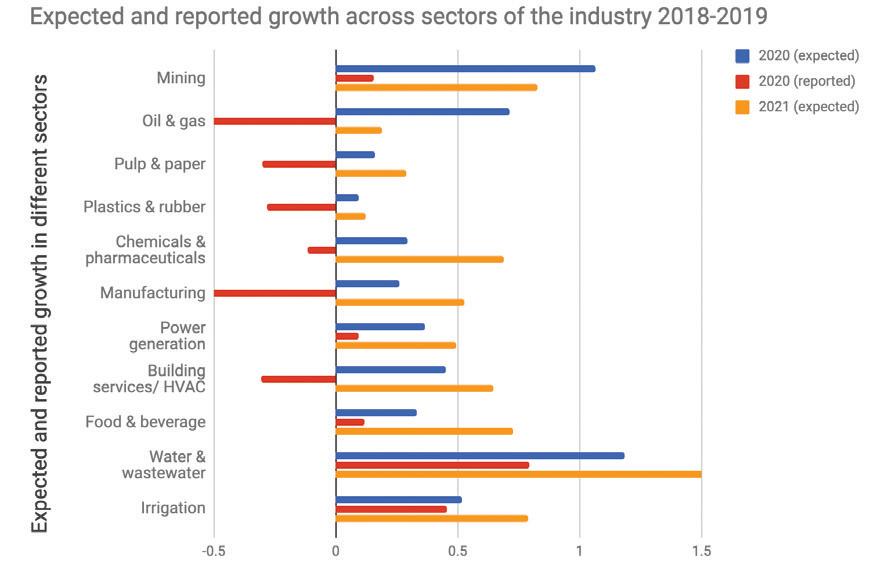
than 20 water infrastructure projects across the country have been committed to.
Funding commitments have also been made in other states and territories, further securing work in the sector in 2021 and beyond, including:
• $968 million from the Western Australian Government over the next four years for new regional water infrastructure projects, and improvements and upgrades for existing facilities
• $2.2 billion over the next four years from the South Australian Government for water infrastructure projects
• The New South Wales Government will continue with the delivery of the $1 billion Safe and Secure Water program to fund critical water and sewerage projects in regional communities
• The Tasmanian Government has allocated funding to a number of projects, including $41.2 million over four years to upgrade Launceston’s urban water infrastructure; $160 million for TasWater; and $8.4 million for Freycinet Peninsula wastewater infrastructure
• The Queensland Government is providing $195 million for stage two of the Haughton Pipeline
While the increased infrastructure funding is promising for the industry, good decision-making by project managers and equipment specifiers will be key to the long-term success of projects. A focus on results is needed, using a disciplined implementation process measuring outcomes over time to verify objectives have been met. Our article series Successful project management by Keith Sanders (go to page 66 to read part one) will be useful to potential project managers contemplating fast-tracking investments in water supply, power generation, CSG and other resource mining projects to ensure they get the best outcomes from the equipment they choose.
A focus on irrigation and agriculture
Irrigation was also one of the better performing verticals for 2020, with one respondent noting “agriculture/horticulture has been largely unaffected by COVID-19 to date”. While more people reported a significant decrease (5.66 per cent) or somewhat of a decrease (22.64 per cent) than the expected
zero per cent and 8.82 per cent respectively, overall levels remained positive, with 20.75 per cent reporting work levels stayed the same, 41.5 per cent saying it increased somewhat, and 9.43 per cent that it increased significantly (up from 2.94 per cent which was expected).
Predictions for 2021 remain positive with the agriculture sector growing to $1 billion in 2020 and funding being key reasons for this, providing the pump industry with confidence that there will be investment in new equipment. Zero per cent of respondents expect levels to decrease significantly, 15.38 per cent think it will decrease somewhat, 30.76 per cent say it will stay the same, 48.07 per cent predict somewhat of an increase, and 5.76 per cent say there will be a significant increase.
The Federal Government is helping increase water security in areas where extensive irrigated agriculture already exists, while also helping to unlock new agricultural regions, especially in Australia’s north.
An additional $50 million has also been allocated to extend the On-Farm Emergency Water Infrastructure Rebate Scheme, providing funds to farmers to help them install new water infrastructure.
Other states are also allocating funds in their budget to irrigation infrastructure, including:
• The South Australian Government putting $20.9 million towards a Drought Support Package
• The Tasmanian Government providing $15.9 million for the South-East Irrigation Scheme, and $13.8 million for Tasmanian Irrigation to deliver water infrastructure across the state
The pump industry can be further optimistic about the year ahead with the Federal Government expanding its asset writeoff scheme, providing pump users an incentive to update equipment or expand their current systems due to a lower cost of investment.
Building on the expansion of the instant asset write-off in its response to COVID-19, the Federal Government is now allowing 99 per cent of businesses to write-off the full value of assets they purchase.
Businesses with a turnover of up to $5 billion will be able to immediately deduct the full cost of eligible depreciable assets
44 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
STATE OF THE INDUSTRY
Slight Decrease No Change Significant Increase
Figure 7: None of the verticals performed as well as expected in 2020, but respondents are positive the industry will bounce back in 2021.





acquired from 7:30pm on 6 October 2020 and first used or installed by 30 June 2022.
This has been designed to unlock investment, expand the productive capacity of the nation and create tens of thousands of jobs.
To complement this full expensing, the Government also temporarily allowed companies with a turnover of up to $5 billion to offset tax losses against previous profits on which tax has been paid.
This provided a targeted cash flow boost that businesses across the country desperately need.
Normally, businesses would have to return to profit before they can use their losses, however, these are not normal times.
Losses incurred to June 2022 can be offset against prior profits made in or after the 2018-19 financial year.
Further to investment, respondents noted the droughtbreaking rainfall over 2020 contributed to the performance of the sector. This was echoed in Rabobank’s Rural Confidence Survey from September 2020³ which noted the increased rainfall helped stabilise any negative sentiments from farmers created by COVID-19.
The survey reported that 24 per cent of farmers surveyed nationally expect conditions in the agricultural economy to improve over 2021, 27 per cent had a pessimistic outlook on the year ahead, and a total of 44 per cent expect business conditions to remain relatively unchanged.
Rabobank Australia CEO, Peter Knoblanche, said continued good rain throughout the winter months has been a boon for long-awaited good winter crops, particularly on the east coast, and the prospect of a big harvest right across the nation will inject some much needed cash flow back into farming businesses and regional communities after successive years of drought.
“Farmers are still keeping an optimistic outlook because in many of those areas which had been so severely drought affected, this is the harvest, and this is the big spring, they’ve been waiting for,” he said.
“For many farmers, this spring will be the season that allows them to consolidate their business position and start to ‘catch up’ after years of drought. The crops are looking good and livestock numbers are rebuilding. So that is all positive news for farmers on the home front.”
Farmers’ expectations for business performance was more of a mixed bag, with investment on new equipment more likely for those expecting higher incomes for the year.
The report found 31 per cent of farmers were anticipating higher gross farm incomes in the coming 12 months, a similar proportion (30 per cent) were expecting lower farm incomes, and 39 per cent believed their incomes would stay the same. NSW farmers were the most optimistic about their prospects, with 46 per cent expecting improved incomes in 2021.
In terms of on-farm investment, the report found that 25 per cent of producers intending to increase investment in their farm business in 2021 (in NSW sat at 35 per cent). The sector with the strongest investment appetite was the cotton industry, with 46 per cent saying they will be increasing investment in their farm business in the year ahead. On-farm improvements and drought recovery measures were the focus of much of this planned additional spending.
“It’s a sign of the confidence in agriculture as an industry and is being helped by very low interest rates, good seasons and in most sectors, good income prospects,” Mr Knoblanche said.
“While the survey reveals farmers are growing more concerned about the impact of COVID-19 on the agricultural sector, intentions to grow their holdings and keep investing in their farm business are still very strong which is very encouraging.”

Relations with China were tense throughout 2020, which could prove damaging to a number of major exports if it worsens in 2021.
What challenges is the industry facing?
As well as the ongoing challenges from the threat of COVID-19, a lack of trained skilled professionals and online competition, there are a number of other challenges the industry is expected to face in 2021.
Deteriorating relations with China
Australia’s relations with China rapidly deteriorated over 2020, following a push by the Australian Government for an investigation into the origins of COVID-19 – an action deemed by China to be politically motivated. The result of this has been an increase in tariffs for various Australian imports across the year, as well as threats to ban others.
This has caused disruption for many industries, and if China were to continue with its threat of bans or continue to impose high tariffs, there could be wide reaching impacts for Australia, as China accounts for 38 per cent of Australia’s exports. The implication here is that there is no realistic alternative market for a third of Australia’s exports⁴, so any disruption could reduce supply demand and therefore, less investment in new equipment to maintain or increase production.
According to the Australian Strategic Policy Institute (ASPI), China accounts for more than a third of global sales for 22 of Australia’s top 30 exports, with China’s market share worth $123 billion in 2019 or 32 per cent of top exports.
Australian exports faced a $6 billion cliff after China refused to allow Australian wine, copper, barley, sugar, timber and lobster in, claiming quality concerns, and at the time of writing there was no indication when they would be accepted again.
Coal was unofficially banned since October, with China increasing imports from Mongolia and Russia. Coking coal imports from Australia slumped to 1.53 million tonnes (or 26 per cent of total imports), down from 78 per cent in March. However, ASPI predicts the ban is unlikely to last long as Australia is a pivotal coal supplier for China’s steel mills (40 per cent).
If bans are extended to other materials such as iron ore where there is no alternative market, further issues could arise. Looking at iron ore, Australia was expected to shop almost 800 million tonnes to China in 2020 (about 70 per cent of iron ore imports), which takes up the largest market share. The rest of the world only sees 460 million tonnes of the total seaborne market, of which Australia already captures 100 million tonnes.
If China were to impose a protracted ban or reduction in imports from Australia, and turn to other countries to fill the gap, the result would be a reduction of production in many sectors, especially those with a large Chinese export market.
However, if relations can be maintained and bans lifted, there should be a good demand for Australian imports,
46 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au STATE OF THE INDUSTRY
Figure 8: What are the key verticals that will drive growth in the Australian pump industry in 2021?
particularly for resources and minerals as the COVID-19 crisis has resulted in reduced production in other countries. Furthermore, China’s reliance on Australia's iron ore and coal was front and centre in the first half of 2020, as exports surged, largely to help power its economic recovery from the virus. This added in an extra $2.6 billion, four per cent higher in July than at the same time in 2019.
Rising competition
Respondents noted competition, both locally and internationally, will continue to be a challenge in 2021, with disruption in the global supply chain from COVID-19 putting additional pressure on importers to be able to provide product in a timely manner and turning the focus of companies located in countries heavily impacted by the pandemic to lesser impacted countries where the economic situation is more favourable.
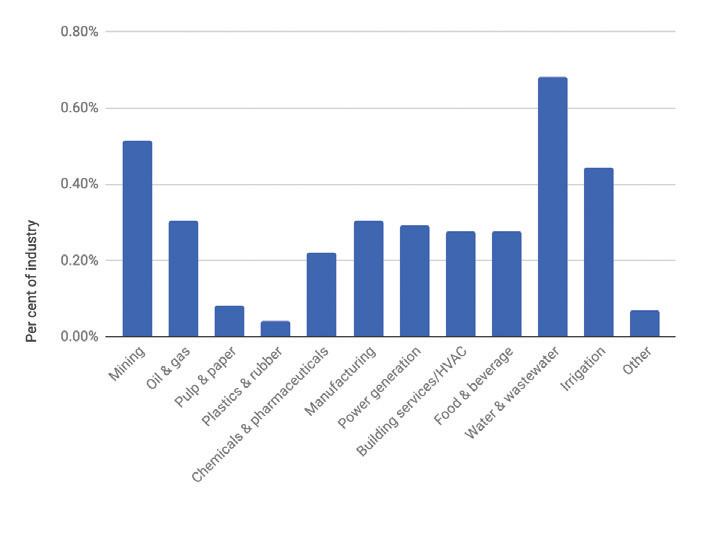
Taking advantage of maintenance and pumps-as-a-service
A key problem noted by respondents was the fact that the market is increasingly competitive, with a focus on “winning jobs at low or competitive rates”, resulting in companies “undercutting each other and creating less over margin on sales”. A respondent noted this is further creating a challenge as companies are being asked to and trying to provide “competitive product which meets, at times, unrealistic market expectations”. One respondent predicts this competition will cause the “pump industry to become more aggressive and smaller operators being less fortunate”.
This is being exacerbated by online sales and COVID-19. With end users increasingly on the lookout for the lowest possible price, respondents “expect online competition to increase” with “contractors seeking ‘fit for purpose’ equipment rather than reputable brands”. As the market becomes more saturated from cheaper product bought online, it will subsequently lead to prices being driven down and reduce the profit margins of Australian manufacturers and suppliers.
Respondents noted competition is being further increased due to the delay in sea and air freight into Australia from COVID-19 restrictions causing significant delays in output, resulting in companies reliant on imported product losing jobs to competitors. This is particularly a problem as one respondent noted a trend that there was “pressure for deliverables at shorter notice” due to a lack of planning. A further issue created by the current situation as noted by another respondent is “increased competition as overseas companies look for new markets to prop up sales in COVID affected markets”.
Pivoting to find new areas of revenue and expanding service offerings unavailable with online purchases or not offered by other companies will be key to standing out in a competitive market.
Where do the opportunities lie?
While COVID-19 had a negative impact on the performance of a number of sectors, the Australian industry is in a good position to take up the opportunities ahead and those who do can get a competitive edge.
In recent years, there has been a shift towards plant maintenance being a key focus for end users, with capital being allocated towards asset services and aftermarket needs rather than replacing equipment, and respondents said they expect this to continue. The uncertainty of COVID-19 and impacts from supply chain issues and restrictions in some states, has further highlighted this shift as companies moved to find cost savings.
Despite the injection of funds into various sectors and a growing sense of stability of the pandemic crisis in Australia, the trend of investing in maintenance rather than new equipment is likely to keep gaining traction. Services such as programs that enhance pump reliability and minimise the scope of unexpected failure will be highly sought after, with pump monitoring solutions increasingly being adopted in the water and wastewater, oil and gas, and chemicals industries.
Pump manufacturers and companies that can pivot their offerings and redefine their business model towards pumpsas-a-service will be able to unlock additional revenue streams, allowing them to enhance customer relationships and offerings, giving them a competitive edge in the market.
By pivoting towards IoT and digitally enabled pumps, new revenue opportunities such as predictive maintenance service offerings can be realised, with IoT enabling end users to access real-time health and diagnostics for their pumps, providing greater reliability and higher availability.
Renewables leading the energy market
Coal-fired power plants are on the way out in Australia, not only because of targets to reduce greenhouse gases, but also due to their lack of profitability. Many of Australia’s remaining stations are operating beyond their original design life, and they cannot compete with the amount of cheap renewable energy coming into the grid.
With renewables taking centre stage this is another area of opportunity mentioned by respondents.
As well as opportunities for solar pumps, which are increasing in use in the irrigation, the benefits of renewablepowered heat pumps are also being increasingly explored in Australia. Trials funded by the Australian Renewable Energy Agency (ARENA) are underway to assess their benefits for heating and cooling for new residential areas, as well as in other sectors such as food and beverage. The market for
47 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 STATE OF THE INDUSTRY
Water and wastewater projects are targeted for funding and fast-tracked approvals under the government’s plan for an infrastructure-led economic recovery.

these in Australia is still small, but this could prove to be a future opportunity.
There are lots of larger renewable power projects underway or being trialled where pumps will play an important role. The most well-known of these is pumped hydro power with a number of projects underway, in the feasibility stage, and new potential sites being searched for.
Newer renewable technologies to the Australian market where studies and trials are being undertaken include renewable hydrogen gas injection into Australia’s gas pipelines, and carbon capture and storage. If these technologies take off, there is opportunity for Australian manufacturers and suppliers to get involved if they can provide the equipment needed.
An eye on technology and energy efficiency
Another key area of opportunity identified by respondents is technology, with end users showing increasing interest in smart pumps and solutions to improve monitoring and performance, and increase energy efficiency. This interest is across new equipment, rental equipment and retrofitting old equipment.
Respondents noted there had been a renewed vigour for new innovation in market penetration, particularly around digital solutions and connected services such as integrated automation that provide better analysis and control strategies, in person and remotely, as well as align with energy efficiency.
One respondent said there was “significant opportunities in VF drives, instrumentation and control systems” and for “better design and product selection to meet energy consumption objectives and tighter monitoring of performance after installation occurs on-site”.
Respondents noted that end users looking to purchase new pumps was not the only market where the opportunities for technology can be found. Respondents said retrofitting
pumps with updated advancements was an area of interest for end users so they can get the benefits of new technologies while not needing to invest in new equipment when current equipment is still operational. Another respondent noted smart technologies also had additional benefits when renting out equipment, providing control of the operation to minimise damage to the equipment and helping to build rapport with the clients.
Energy efficient equipment and solutions will also continue to be a major opportunity, with respondents noting energy and water efficiency were often major specifications outlined in tenders and as such manufacturers and suppliers of pumps that have lower input power were crucial.
An uncertain but optimistic 2021
The next 12 months remain uncertain but by the end of 2020 there were signs of the situation improving, with the UK and US approving the emergency use of a COVID-19 vaccine and hopes the vaccine would be seen in Australia by January, for a rollout to begin in March. If the rollout goes well and the vaccine proves to be sufficiently effective, the industry could see better outcomes than expected as consumer and investor confidence improves. However, there is still a long road ahead to complete recovery and normality.
The results from the survey reflect the optimism for 2021 to see a bounce back in all sectors as Australia finds itself in the enviable position of helping to lead economic recovery. Private consumption and government investment in infrastructure and public works will be key to seeing this growth achieved.
While the challenge of relations with China also remains uncertain, and competition continues to grow, the Australian industry is well positioned to take hold of new areas of growth for those willing to grab the opportunities.
References 1 https://home.kpmg/au/en/home/media/press-releases/2020/04/kpmg-australia-frames-mining-sector-way-forward-in-covid-19-era-17-march-2020.html
2 https://publications.industry.gov.au/publications/resourcesandenergyquarterlyseptember2020/documents/Resources-and-Energy-Quarterly-Sept-2020.pdf
3 https://www.rabobank.com.au/knowledge/rural-confidence-survey/
4 https://www.aspistrategist.org.au/australias-asymmetrical-trade-with-china-offers-little-room-to-move/
48 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au STATE OF THE INDUSTRY






MODERN AND INNOVATIVE:
UPGRADING THE 80 YEAR OLD DUNGOG WASTEWATER TREATMENT PLANT
By Eliza Booth, Journalist, Pump Industry magazine
In the Hunter Region of New South Wales, along the Williams River, sits the country town of Dungog. The town of just over 2,000 residents is right in the middle of dairy and timber country and is home to the Dungog Wastewater Treatment Plant, which is being transformed in a new $28 million upgrade project by Hunter Water, that will improve water quality, provide better environmental outcomes, and facilitate future population growth.
The Dungog Wastewater Treatment Plant (WWTP) was originally commissioned in 1938, making it over 80 years old today. It is owned by Hunter Water Corporation (Hunter Water) who acquired the plant from Dungog Shire Council in 2008. The WWTP currently has the capacity to treat 0.57 megalitres per day and is able to service a community of up to 3,000 people.
However, after over eight decades of servicing the community, and numerous upgrades throughout its lifespan, the time has come for the Dungog WWTP to be replaced with a brand new plant in a $28 million upgrade project from Hunter Water and lead contractor, John Holland.
The new upgrades will replace the aging infrastructure of the 1930s era plant and provide the town of Dungog and surroundings
with a modern wastewater treatment plant, enabling better reuse of effluent and recycled water, as well as improved water quality for the community, and better environmental outcomes by reducing effluent releases to the Williams River.
Innovative design and modern technology
While the WWTP has benefitted from some updates over the years to ensure it was able to service the local community, now the time has come for the plant to have a full upgrade to bring it up to scratch for future generations.
“Hunter Water has invested $28 million in a new wastewater treatment works at Dungog. Once operational, it will replace the current plant which has serviced the local community for more than 80 years,” Justin Watts, Manager Asset Solutions at Hunter Water, said.
50 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au WASTEWATER
“While a number of upgrades have been made over the years to ensure its ongoing operation, Hunter Water has invested $28 million in the construction of a new plant that incorporates modern technology to ensure it can reliably service the growing population into the future and deliver improved environmental outcomes.
“There will be a significant improvement in the quality of treated effluent that is released to the environment, while the upgrade will also provide Hunter Water with confidence that it can continue to meet its environmental licensing commitments.”
The project includes the construction of a new wastewater treatment plant at the existing site, as well as plans for a new wastewater pumping station to be located on Windeyer Street in Dungog. In addition a new rising main pipeline which will connect the pumping station and the treatment plant is also planned.
The newly built wastewater treatment plant itself will include a new innovative design and will incorporate new Membrane Bioreactor (MBR) technology, which has longreaching benefits for water quality and supply, as well as improving environmental outcomes.
“The new plant utilises modern Membrane Bioreactor (MBR) technology, which is the combination of a membrane process with a biological wastewater treatment process. One of the main advantages of MBR is its ability to produce high-quality treated wastewater, which can be discharged to coastal, surface or fresh waterways, or be reused for irrigation purposes,” Mr Watts said.
“In this case, it will allow us to divert a portion of the treated effluent to a local farmland for irrigation. This mutually beneficial arrangement will help us deliver better environmental outcomes by reducing the amount of treated effluent that will be released to the Williams River.”
As well as helping to produce a better quality of water treatment process, the new technology being incorporated into the new plant comes with a smaller physical footprint, which is integral to the project as the Dungog WWTP has a limited land size for the new plant to be built on.
“One of our main challenges has been building the new treatment plant on our existing site with limited available land area. This technology has a smaller physical footprint, as it doesn’t require some of the infrastructure needed for more conventional treatment processes,” Mr Watts said.
“The design of the bioreactor will also result in better quality treated effluent compared to the old plant by reducing the amount of fats, oils and grease that makes its way through the plant. This is innovative because of its introduction of under baffles, or low openings, in the first section of the bioreactor, that do not allow fats and oils (that float) to pass through the process with limited treatment.”
New pumping station and equipment selection
In addition to the new treatment plant, Hunter Water is investing in a new pumping station as part of the project. The pumping station will work in harmony with the treatment plant to create a holistic water network for the community.
“The existing pump station is 75 years old and requires upgrades to meet the demand of the growing population of Dungog. We’re investing in a new pumping station to cater for increased capacity,” Mr Watts said.

“It has been designed to integrate with the new treatment plant and better regulate inflows from Hunter Water’s wastewater network during wet weather events, meaning the two assets will operate together more effectively and efficiently. One of the main benefits will be having increased emergency storage at the pump station to help reduce the potential for overflows.”
Mr Watts said that the procurement of equipment for the new pumping station will be primarily handled by the lead contractor and will focus on selecting pumps that will meet both lifecycle cost objectives and technical abilities. The design of the pumping station will also take multiple factors into consideration to meet the needs of the project.
“Hunter Water’s contractor will ultimately be responsible for selecting the pump station equipment based on design needs, lifespan and serviceability, while ensuring it adheres to Hunter Water’s technical, general and standard specifications. Pumps would be selected based on the best lifecycle cost outcomes.
“A number of factors have been taken into consideration when designing the new pumping station including peak wet weather flows, emergency storage capacity, well control volume and pump starts per hour, as well as the operation and maintenance.
Construction, maintenance and repair

In August of 2019, works started on the construction of the new WWTP. From late 2019 to early 2020 site investigations, concept design and decisions on design and location for the new
51 WASTEWATER
pump station and rising main were completed. In early 2021, construction on the new pumping station is due to begin.
Mr Watts said that during the planning process of the project, maintenance and repair schedule and costs were major factors in decision-making, with future maintenance and repair costs, as well as capital cost of the project, all considered.
“Costs, maintenance and repairs are considered when Hunter Water is planning any major project, including the new Dungog Wastewater Treatment Works,” Mr Watts said
“During the planning process, it’s important that we balance the capital cost of the project, while taking into account the future operating and maintenance costs, to understand the potential impacts over the life of the upgrade.”
Possible challenges were also a major consideration during the planning process, with the team at Hunter Water and its main contractor having to overcome limited space constraints.
“One of the main challenges has been building the new treatment plant on our existing site at Dungog with limited space available,” Mr Watts said.
“Our team was able to overcome the space constraints through careful consideration of this challenge during the early planning phases, as well as by strategically managing the construction program to ensure the various structures could exist closer together in the limited space available.”
With the project well on track to completion, Mr Watts said that the new WWTP will be ready for performance tests to ensure it is ready to come online.
“The new Dungog WWTP is on track for completion at the end of this year. It has finished being commissioned and will shortly undergo a proof of performance process before coming online.”
Full completion of the new Dungog WWTP is scheduled for early 2021.

HIGH PRESSURE WATER BLASTERS
AVAILABLE IN PRESSURES FROM 200 BAR TO 3000 BAR







52 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au WASTEWATER
SPECIALIST
HP/UHP PUMPS TO SUIT YOUR APPLICATION MINE SPEC OPTION AVAILABLE mxj@denjet.com www.denjet.com.au +61 0439 118 776
IN WORLD CLASS
UNITED PUMPS
SPECIALIST AUSTRALIAN MANUFACTURER OF API 610 PUMPS
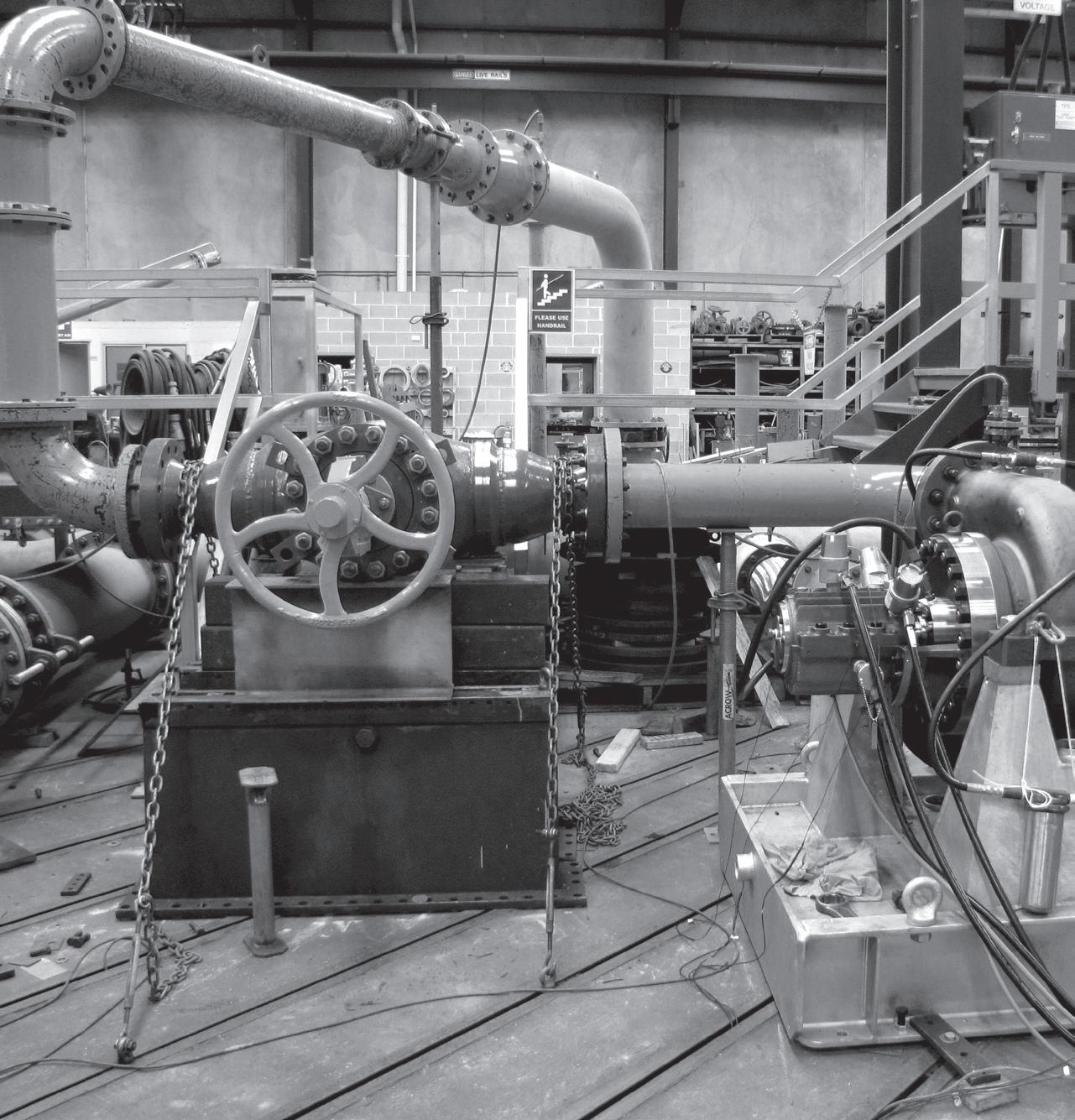
Specialising in custom design, manufacture, repair and service of centrifugal pumps for over 30 years
• Complete range of API 610 (ISO13709)
• Hydraulic and mechanical design
• Custom engineering, retro-fit, redesign
• Performance testing
• Service and repair

www.unitedpumps.com.au T:
9464 9500 31 Western Avenue, Sunshine Victoria
+61 3
3020, Australia
Taking a Brisbane sewage pump station underground
As part of Brisbane City Council's early works program to relocate public utility services in preparation for Brisbane Metro construction works, Urban Utilities is installing a new underground pump station at Alexander Place Park to replace the existing pump station that services the area to cater for future population growth and development.
Project Manager, Urban Utilities, Peter Nortje, said that unlike the existing pump station, the new one will be a submersible, all-weather pump station that will operate continuously.
“Most of the infrastructure will be underground, including the wet well, grit chamber, emergency storage tank and pumps. The odour control unit, electrical switchboard, telemetry control systems and ventilation pole will be built at ground level,” Mr Nortje said.
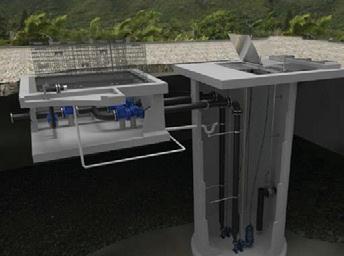
By constructing the pump station below ground, the integrity of the green space will be maintained, as there will be minimal aboveground structures, and landscaping will ensure the space remains leafy, open, accessible and welcoming. As part of the project, new park furniture, a drinking fountain, new turf and additional trees will be installed to enhance the amenity of the park.
Its location was also a key consideration, with the site selected at Alexander Place Park ensuring it is in close proximity to the existing sewer network so they can be connected with minimal relocation of existing sewer infrastructure.
Designing the pump station
Mr Nortje said the pump station has been designed to operate in all weather conditions, seven days a week, and will consist of two small 8.5kW lift pumps and three 100kW pumps.
“The five pumps will be underground approximately 15m deep in a well. An associated switchboard with cooling fans will be located at ground level, and a multi-stage odour control unit will be designed to treat the air in the wet well prior to dispersing it to the atmosphere via a 12m high vent stack.
“The new SPS will meet the target objectives of the Queensland Environment Protection (Air) Policy (2008).”
Procurement of the equipment was undertaken by Urban Utilities’ delivery partner as part of its contractual responsibility, with the equipment selection based on design and specification requirements.
Mr Nortje said there were five major factors that were taken into account during the equipment selection process, including:
• Anticipated volume of sewage received, allowing for future population growth
• Height differential to get the sewage to the discharge point
• Distance the sewage must be pumped
• Pump reliability, maintenance timeframes and spares availability
• Anticipated wet and dry weather flows
Maintenance and repair schedule and costs were all taken into account during the feasibility study, with the pump station designed to minimise the amount of maintenance required.
“The SPS design incorporates innovative techniques that will minimise maintenance. The pumps and wet well may be cleaned twice a year, but the maintenance program will be confirmed once the SPS is fully operational,”
Mr Nortje said.
Overcoming challenges during the design and planning stage
The construction of the pump station was not without its challenges, with the location selected requiring careful consideration.
“Traditionally, we select our sites based on the locality, ease of access and the impact on the community, including constructability issues,” Mr Nortje said.
“South Brisbane is a highly urbanised area; we’re working in close proximity to existing high-rise buildings and a railway line. These considerations were taken into account during the design and planning stage.”
54 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au WASTEWATER
Artist impression of the new Grey Street Pump Station.

Construction underway
The project is now in the delivery stage, with construction activities commencing in April 2020, and is on track to be completed by May 2021, subject to weather and site conditions.

Quiet
Electric
ENGINEERS
Street Pump Station visualisation.
“Urban Utilities has worked closely with the local community and is providing regular construction updates to directly impacted neighbours,” Mr Nortje said.
Enhanced Evaporation Systems For Effective Pond Management

Remote monitoring of weather and system operation
Intelligent adaptive control system to eliminate spray drift
No clogging in high TDS waters and suitable for any pH water
Enquiries: gjc@gjc.com.au
10 Peekarra Street, Regency Park, SA 5010
Phone: 08 8118 6450 www.gjc.com.au

55 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 WASTEWATER
Grey
Condition monitoring for submersible wastewater pumps with Smartobserver
Submersible wastewater pumps are an integral part of efficiently transporting sewage from one station to another in urban areas. Eventually this sewage will end up at a STP (sewage treatment plant) ready for processing.
Little thought is given to these workhorses, as they are out of sight and out of mind. However, when something goes wrong it can result in a spectacular and unwanted event that no one wants to experience. Usually, these are overflow events that result in a biologically hazardous, unsightly and pungent situation. These must be cleaned up as quickly as possible to prevent contamination of sensitive biological habitations such as seas, lakes, rivers and creeks, private yards and public areas, which are also very politically sensitive.
Pump set failure and condition monitoring
There are two main reasons submersible pump sets fail and breakdown as it is not practicable to see or even hear the pump sets: bearing and seal failure, and ragging events, with the latter being extremely common. It is also quite normal that the sewage well column level has to be kept over the height of the pumps to help cool the pump set, so at no time can you actually hear or even see the pumps.
Therefore, how is it possible to get conditional data of the pump set condition?
The answer is vibration monitoring, in addition to other methods currently used in this philosophy. An accelerometer or two, bonded internally or externally to the pump set and connected to an on-line diagnostic vibration monitor could have great results in supplying crucial information for your submersible network.
This information is used even more efficiently when used in conjunction with ifm’s Smartobserver software suite.
How Smartobserver works
This software – which is able to be viewed on your PC, phone or tablet – visualises and tracks the operating conditions of the pumps, and when something untoward happens, the Smartobserver is instructed to send an alarm and email out to the people that you most want to know about it. It is also hierarchical, meaning that if someone doesn’t respond to the alarm, that alarm will be transferred to the next person in line until someone does respond.
The alarm is then opened to see exactly what has caused the fault, with a graphic representation automatically produced showing a snapshot of the offending monitored object in trend form along with its amplitude.
A link is also sent for the client to open which will take the user directly to the alarm page where you can see what led up to the alarm. You can also view historical data to ascertain exactly what has occurred to the pump set.
Ragging events are the most profound to see in this form and probably the most likely to cause major problems with the submersible pumping station. The system highlights these conditions so a team can be sent to correct the situation before it transpires into a major issue (Figure 1).
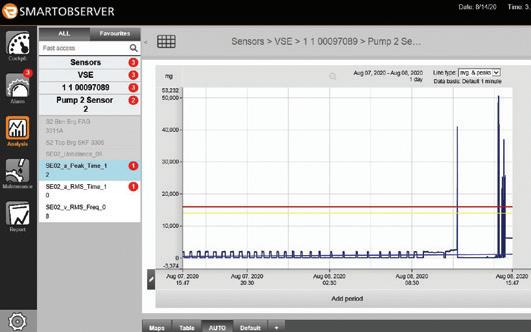
What caused the problem?
A towel flushed down a toilet ended up in the submersible, totally blocking it. Normally, there are two pumps in a wet well but there is a very real possibility of getting another blockage causing a wastewater overflow (Figure 2).

 Figure 1: A ragging event in peak acceleration showing severity and length or blockage.
Figure 1: A ragging event in peak acceleration showing severity and length or blockage.
WASTEWATER | PARTNER SOLUTIONS 56 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
Figure 2.






Submersible pumps do the essential – but dirty work – of transporting sewage to treatment plants. Prone to blockages, ragging, and general wear and tear, pumps need to be monitored to avoid events such as overflow and environmental contamination of public and residential areas.
Smartobserver can detect the following:
n Ragging
n Blockage by foreign objects
n Faulty or damaged bearings & seals
Optionally, the system can also monitor:
n Excess Current
n Sewage Level and Control
n Flow and Temperature
Detect problems in submersible pumps using ifm’s Smartobserver solution Sense and Process Send data to Smartobserver Download to Smart Device
1300 365 088 sales.au@ifm.com www.ifm.com/au
demonstration of how this solution works?
team would
more than happy to show you
discuss how this can be customised to your specific operational needs.
Interested in a
Our
be
– and to
STYLE AND SIZE CONSIDERATIONS
WHEN SELECTING A CONTROL VALVE
Control valves play an important role in regulating the flow, pressure, temperature or other variables – such as density, concentration, level, etc. – of the fluid (gas, steam, water or chemical) to compensate for load disturbances and to maintain the process variable as close as possible to the desired set point. There are a number of different types of valve, with the selected valve dependent on the size of the pipe, the overall pressure that the system operates at, the flowing media, and process conditions among others. Here, we explore the different types of valves, their advantages and disadvantages, and considerations for sizing.
Control valves manipulate the flow of the fluid by changing their openings and the energy needed for the flow to pass through them. When a control valve closes, there is an increase in the differential pressure required for the fluid to pass the same flow, and the flow is reduced.
Control valves can broadly be classified as on-off or flow regulating based on their function, and are made up of several components:
• A valve body (including bonnet assembly and trim parts) that is designed to withstand both fluid static pressure and differential pressure, allow fluid flow, provide pipeconnecting ends, and support seating surfaces and valve closure member
• An actuator (which can be pneumatic, hydraulic or electrically powered) provides the force to open and close the valve
• A positioner to monitor and control true actuator movement to maintain the desired set point
• Accessories including electro-pneumatic transducers, pressure regulators, hand wheels, position indicators and limit switches
Types of control valves
There are a variety of control valves to choose from that come with different valve bodies in various styles, materials, connection and sizes. Selection is dependent on factors such as service conditions, the task and load characteristics of the applications, and balancing the cost of the valve and the cost benefits associated with tighter control. Here are some of the most commonly used control valves.
Butterfly valves
Butterfly valves are a quarter-turn rotational motion valve. A disc mounted on a rotating shaft is used to control the flow, with the valve fully closed when the disc completely blocks the line, and when the valve is fully open, the disc is at a right angle to the flow of the fluid. These are considered high recovery valves, since only the disc obstructs the valve flow path, and they have a medium pressure drop and relatively high flow capacity.
They can be used across a range of applications, performing well in large volume water. They are commonly found in cooling water, air, gases, fire protection etc; vacuum; high pressure and high temperature water and steam services; compressed air or gas applications.
They are typically lower cost and are more compact than other valves, are offered in various trims and come in large diameters. While butterfly valves provide good control, other valves have more precise control, and they are prone to cavitation at lower flows, not generally rated as bubble tight, and are not suited for slurries.
Globe valves
Globe valves are a linear motion control valve named after their spherical shape, and feature a body with two separate halves that has an opening which forms a seat. A disc will move perpendicularly away from the seat to open the valve. They can be arranged so the disc closes against or in the same direction as the fluid flow depending on application requirements. They provide very precise control, frequent and wide throttling operation and low leakage. However, they have a high pressure drop – over ten times the pressure drop of a gate valve at 100 per cent open – have limited shut off capabilities, have relatively low coefficient of flow, and are low recovery.
They are suitable for most liquids, vapors, gases, corrosive substances, and are typically used in applications such as cooling water systems; fuel oil systems; high point vents and low point drains; feedwater, chemical feed, condenser air extraction and extraction drain systems; boiler, main steam and heater vents and drains; turbine seals and drains; and turbine lube systems.
Globe valves provide very precise control and are available with a variety of flow characteristics, however they tend to be more expensive than other types of control valve.
Ball valves
Ball valves are a quarter-turn valve that uses a hollow, perforated, pivoting ball to control the flow of the fluid. When the ball is in line with the flow, the valve is open, and when it pivots 90 degrees by the valve’s handle, the valve is closed. The handle provides a visual indication of the valve’s status as it will lie flat in alignment with the flow when it is open, and perpendicular when closed. They are quick opening and give a tight shut off.
There are two main styles of ball valve: full and segmented. Full ball valves are generally used for on-off service, but can also be used for modulating service, which a segmented ball valve is typically used to control the flow of slurries as they have high flow capacity and wide rangeability. They are considered high recovery valves as they have the lowest pressure drop when 100 per cent open, relatively high flow capacity and a lower torque. They are priced between a butterfly and globe valves.
These valves are used for flow and pressure control, and shut off for applications, and are good for high temperature fluids and chemical applications. They are commonly found in the oil and gas industry, but are also used in the manufacturing, chemical storage and residential industries. They are not suited to be used to throttle flow as any abrasive wear will cause leakage when the valve is closed.
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 58 VALVES

Gate valves
Gate valves use a linear type of stem motion to shut off or isolate the flow of fluid by inserting a rectangular gate or wedge into the path of the flowing fluid to provide tight sealing. They are quick opening and have very little fluid restriction when fully opened with lower pressure drop.
They are low cost and suitable for oil, gas, air, heavy liquids, steam, non-corrosive gases, and abrasive and corrosive liquids. As they provide unobstructed flow paths, they can also be used in applications such as mining where slurries, large objects, rock and other items may need to pass through. However, they provide poor control, cavitate at low pressure drops, cannot be used for throttling, and have a relatively low pressure limitation.
Sizing the valve
When choosing a valve, it is important not to select one that is too big or too small. An oversized valve will not provide the desired control and can cause the system to hunt or cycle. Furthermore, when operated at ten per cent of its flow coefficient over an extended period of time, the seat and closure member may be damaged. On the other hand, if an undersized valve is used, the desired flow rate will not be achieved even when it is fully open. When a higher pressure is applied to move a higher flow rate across an undersized valve, pump energy use will be unnecessarily high, and the valve can also cavitate and develop flashing.
As a general rule of thumb, a valve should be sized so that it will operate somewhere between 60 and 80 per cent open at the maximum required flow rate, and no less than 20 per cent open at the minimum required flow rate. This allows as much use as possible of the valve’s control range, while maintaining a reasonable safety factor. They also do not need to be the
same size as the pipe to be the correct size – globe valves are typically one size smaller than the line size, while a butterfly or ball valve is typically two sizes smaller.
In order to select the right sized valve, a combination of theory and data can be used, with typical parameters including:
• Flow medium – the fluid characteristics flowing through the valve will impact on which valve is suited for the application e.g. high viscous or gummy fluids create a high pressure drop so ball valves, butterfly valves or diaphragm valves will be the most ideal
• Service requirements – does the application require a flow regulation or on-off type of valve or a combination of both? How much leakage can be tolerated? For example, gate valves provide a tight shut off but are not suited for flow regulation
• Pressure-temperature rating – the maximum pressure and temperature that the valve needs to operate at will determine the rating of the valve body, trim and seating, and the material of construction
• Material of construction – general service valves are usually manufactured with carbon steel, stainless steel or chromemoly to match the pipe material, however, special service valves are available with the material of manufacture guided by the fluid type, service temperature, etc. Another factor that will determine material of construction is whether the valve stays closed or open most of the time as materials have different corrosion characteristics in stagnant and flowing conditions, e.g. monel is suited to brine applications in flowing conditions, but is not a good choice in the same application where there are stagnant conditions
• Valve action – the safest condition (fully open or fully closed) in the event of a process failure for each valve needs to be considered, as the combination of actuator and valve body will need to achieve that position in the case where power is lost
• Valve size or valve coefficient – the required flow and pressure drop for the valve is based on the process operations and equipment
• Precision control – some applications require a high level of control, and in such cases the valve will ideally have low friction, no backlash and a stable flow pattern
• Leakage or tight shut off – when a valve has tight shut off, there is virtually no flow or leakage in the closed position. In general, only single-seated valves have tight shut off, with double-seated valves expected to have a leakage of 2-5 per cent at closed.
When sizing and selecting a control valve, it is important to consult a qualified valve engineer to properly analyse the application to ensure the selected valve will be the best suited.
www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 59 VALVES
CCS facility at Petra Nova (a joint initiative by NRG & JX Nippon).
Sixteen-foot diameter ductwork takes flue gas from the coal plant to the carbon caption facility where the CO2 is removed from the flue gas by the amine solution in the tall absorption tower and then separated from the amine as 99.9 per cent pure CO2 in the smaller regenerator tower to the right before being compressed and delivered to the oil field. (Photo: Business Wire)

Carbon capture and storage:
the re-emergence of a critical technology
By Imogen Hartmann, Journalist, Pump Industry magazine
Experts have determined that preventing carbon dioxide emissions from entering the atmosphere is a critical component of combating climate change. This is where carbon capture and storage (CCS) technology comes into the equation. Here, we break down how CCS works, the equipment and pumps that are used, and examine its role in the future management of global warming.
The International Energy Agency (IEA), the intergovernmental body focusing on energy security, climate change and air pollution, energy access and efficiency, says CCS technology has the potential to bring down global carbon dioxide emissions by almost a fifth at a cost of only 30 per cent of what it would otherwise take to tackle the climate crisis.
CCS is not a new concept, nor is it still under development; in fact, it is a proven technology that has been well developed, and made commercially available. CCS has been used by industries (particularly the oil and gas industry) for decades.
18 commercial scale CCS facilities are listed as operational by the Global CCS Institute across Norway, Canada, US, Saudi Arabia, Brazil and China. The Global
CCS Institute records five more under construction, and another 20 at various stages of development worldwide.
An extensive scientific and engineering knowledge base of CCS has been developed (across a wide range of industries and geologies) through more than 100 pilot and demonstration projects.
It has been proven as a legitimate climate change mitigation measure by leading international authorities such as the Intergovernmental Panel on Climate Change (IPCC), the IEA, the UK Committee on Climate Change (CCC), and US EPA.
The CCS process and pumps
CCS refers to the process of capturing carbon dioxide (CO2), a greenhouse gas, from industrial
processes such as major factories and power plants, and then transferring it to suitable locations where it can either be used or stored (typically deep underground).
Because of the similarities between fossil fuel extraction and CCS, pump technology used to inject natural gas liquids (NGL) into production fields (centrifugal pumps) and inject acid gas liquids back into the fields (high pressure pumps), can be applied to CCS activities. Multistage pumps and hydraulic power recovery turbines can also be used in CCS processes at refineries, petrochemical and chemical manufacturing plants. CCS also encompasses a range of other pump-related equipment such as boilers, compressors, blowers and turbines.
POWER GENERATION pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 60
The CCS process involves a chain of different technologies in four steps:
1. Capture
The CO2 is separated and captured at an industrial (natural gas, oil, coal or biomass) facility.
The CO2 capture process can be achieved by using pre-combustion, post-combustion, or oxyfuel methods.
In the capture phase of the CCS process, both single and multistage pumps can be used, depending on the application.
Pre-combustion
In the pre-combustion method, the CO2 capture occurs before combustion. By exposing the coal to high temperatures and high pressure in a gasifier, it is converted to syngas. The syngas is converted into hydrogen and CO2 in a downstream shift reaction, allowing it to be captured, where it can then serve as fuel for generating energy.
High pressure pre-combustion processes, however, may be better suited to high-energy, multistage pumps, and cold applications can require pumps with low temperature materials and select sealing techniques.
Pre-combustion equipment may include:
• Pump for cooling water circuits (burners)
• Pump for cooling water circuits (syngas)
• Pump for flue gas scrubbing
• Pump for feedwater and freshwater applications
• Pump for blackwater treatment
• Shut-off valve
• Check valve
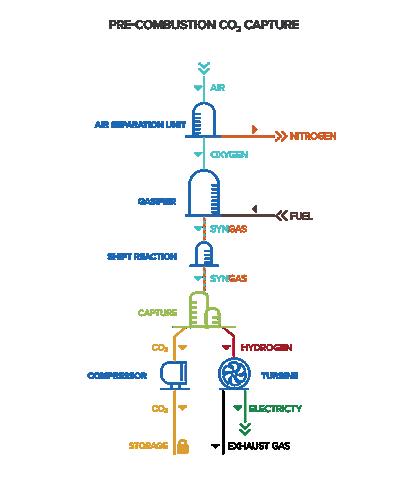
Pre-combustion capture. Provided by Global CCS Institute.
Post-combustion
The post-combustion method refers to the process of extracting CO2 from flue gas through a combustion process. This method calls for several different variants, including physical and chemical methods for scrubbing the flue gas.
The flue gas is first ridded of its ash, nitrogen and sulphur oxides before being cooled. The flue gas is then put through a scrubber (absorber), where the CO2 is captured by a solvent. As the CO2-loaded solvent is then pumped through a desorber, it is readied for further treatment by adding heat to separate the CO2 from the solvent, where the solvent can then be returned to the process.
Post-combustion CO2 capture may call for a single stage pump system to circulate both rich and lean liquid solvents.
Post-combustion equipment may include:
• Pump for flue gas scrubbing
• Pump for cooling-water circuits
• Pump for solvent handling
• Pump for solution transport
• Shut-off valve
• Check valve
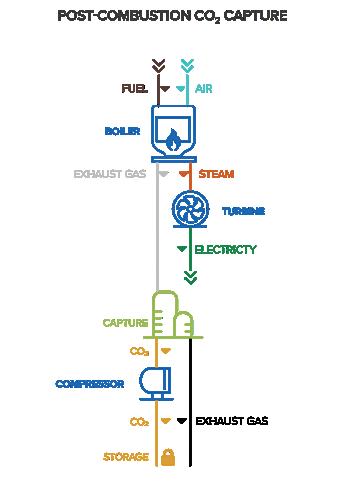
Post-combustion capture. Provided by Global CCS Institute.
Oxyfuel
Deriving from the words ‘oxygen’ and ‘fuel’, the term oxyfuel refers to a capture method that is incumbent on coal being combusted with oxygen instead of the usual air. With the combustion air first being broken down into oxygen and nitrogen, the fuel burned with oxygen is able to yield a higher concentration of CO2 in the fuel gas.
The ash, SO2, SO3 and other impurities are then removed from the flue gas and the gas is cooled to a low enough temperature that its water content condenses, where a very pure CO2 then remains to be captured, compressed, transported and either stored or further processed.
Oxyfuel equipment may include:
• Pump for cooling water circuits
• Pump for district heating
• Shut-off valve
• Check valve
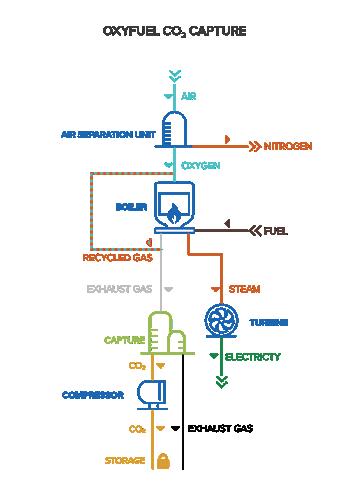
Oxyfuel capture. Provided by Global CCS Institute.
2. Compression
Once the CO2 has been captured it is then compressed to a desired pressure for transportation. This can be achieved by using a gas compressor or by liquefying the CO2 at lower pressures by using refrigeration systems, which are then pumped to the desired pressure.
One benefit to the liquefaction approach is that less power is required for liquid pumps to raise pressure, and the process can be considerably less expensive than gas compressors. This method requires a careful assessment of the refrigeration process to maintain accurate system power accounting.
Diaphragm pumps and the acid gas challenge
A number of challenges are presented for pump systems when handling H2S (acid gas) – which is removed from CO2 in the CCS process from gas-treating plants. Hydrogen sulfide, a compound of sulfur and hydrogen with the chemical formula H2S, is highly toxic and flammable, and poses several potential environmental hazards. H2S also has poor lubrication properties and high vapour pressure.
61 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 POWER GENERATION
Conventional compression systems generally involve five compressor stages, and can face issues like corrosion (caused by decompression in packing and sealing elements), and a surge in electrical power demand and stages (due to high suction temperature).
Combined compression systems can marry stage compressors with a specially-designed, hermetically-sealed triplex diaphragm pump, which provides subcooling to liquid phase functionality. The advantages of this combined method can include energy power saving and flexible operations, while the disadvantages include mass flow ≤ 150 t/h; suction pressure: ≥ ambient pressure; discharge pressure: ≤ 500 bar; and a cooling requirement depending on mixture (~25°C pure CO2).
Despite these limitations though, specially-designed diaphragm pumps can provide an innovative way to optimise the energy efficiency in the CCS compression phase.
Centrifugal pumps
A centrifugal pump solution offers several advantages when compressing and conveying supercritical fluid CO2. Using a centrifugal pump, circumvention is possible in the last compression stages, meaning less specific compression work is required, thereby saving energy. The process occurs at low temperatures, so the heat losses are accordingly lower, and the material faces no thermal stress exposure. Centrifugal pumps can save up to 23 per cent of energy.
3. Transportation
After compression, the CO2 is then transported to a suitable geological site. The two forms of transport for moving CO2 long distances are via pipeline or ship. It is widely regarded that pipeline transport is the most economical method for moving large volumes of CO2. To enable this, the CO2 is converted into a high pressure, supercritical fluid called dense phase. The CO2 is able to be pumped because in this phase it CO2 behaves more like a liquid than a gas. Radially and axially split pumps are ideal for dense phase CO2 transportation.
Regardless of whether the CO2 is being transported via pipeline or ship, high pressure pumps designed especially for such applications are needed.
4. Injection
The CO2 is now injected deep below the ground (depths greater than 800m) for long-term storage. By injecting the CO2 into subterranean rock strata, the greenhouse gases are prevented from entering the atmosphere.
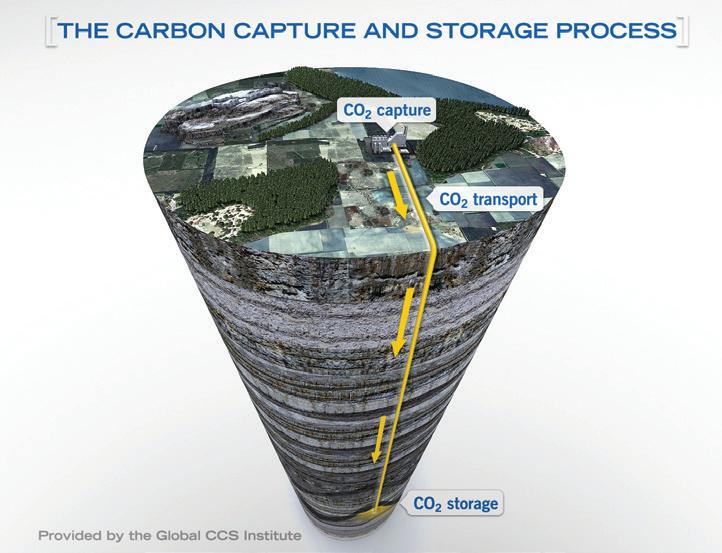
This process can also unlock the tertiary recovery of crude oil or natural gas, as it increases the pressure prevailing in the oil reservoir and reduces the viscosity of the oil.
An economic solution in this case is called enhanced oil recovery (EOR), and it involves CO2 being injected into active oil fields to increase production.
Unusable saline aquifers, and depleted oil and natural gas reservoirs, can also function as suitable injection areas for the gas.
Specially-engineered high pressure pumps are also needed for the underground injection of CO2.
There is some crossover of equipment for both the transportation and injection phase, which can include:
• Single and multistage pipeline and injection pumps
• High and ultra-high pressure barrel pumps for injection services
• Sealing solutions using liquid or dry gas seals
The entire exercise of CCS can be looked at as the oil and gas industry in reverse, whereby CO2 is stored within porous sandstone beneath thick capping layers rather than hydrocarbons being extracted from those same rocks where they have been stored for millions of years.
Pump solutions are essential in the capture, compression, transport and injection stages of the overall CCS process. Materials, wear parts, mechanical seals, and accurate calculations of performance factors are all critical considerations for CCS pump selection. In the compression, transport and injection phases of CCS, there are a
number of pump considerations including the impacts of temperature and density. Hydrotesting and mechanical seals can be beneficial in this regard.
A CCS timeline
On geoengineering and the CO2 problem, one of the first published papers to refer to what we now know as CCS, was published in 1977.
However, it took another 15 years before the field of CCS came to fruition. The below timeline outlines key moments in the CCS history:
• 1991: The International Energy Agency launches the Greenhouse Gas R&D Program
• 1997: The US establishes its own research program at the Department of Energy, where it invested $1 million per year. Today, that investment figure has inflated to $200 million a year
• 2005: The Intergovernmental Panel on Climate Change (IPCC) releases a Special Report on Carbon Dioxide Capture and Storage, thus establishing CCS as a viable climate mitigation option
CCS grew dramatically from 1990 to 2009. This is demonstrated by attendance rates at the Greenhouse Gas Control Technologies conference, the premier international meeting on CCS, where numbers grew steadily until 2009, when they began to wane. Key indications of growing interest in CCS technology during this time period included:
• Announcements of dozens of demonstration projects
• Increasing research and development activities in laboratories and pilot plants
POWER GENERATION pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au 62
• Developing innovative solvents to capture CO2 from exhaust gases
• The design, development and testing of processes that integrated power production and CO2 capture were designed, developed and tested
• Testing field for CO2 underground injecting, regulatory frameworks development and public outreach programs
By 2020, it was expected that 20 large-scale demonstration projects would be up and running and CCS would be considered commercial. But there were a number of challenges facing the uptake of CCS technology.
The safety and challenges of CCS
Once the CO2 is stored beneath the ground, geologists can use detailed modelling to help predict any potential movements of and the direction and distance it could travel if it was to do so.
The CCS process is generally considered safe because carbon dioxide is an inert gas that exists naturally in the atmosphere, and because over time, the CO2 is further secured as it mineralises or is dissolved into saline water contained within the storage reservoir.
However, analysing and risk management is a crucial element of a CCS project, which involves strict compliance with relevant laws and regulatory requirements, as well as ongoing research into potential hazards like earthquakes.
Another potential barrier to CCS uptake is a lack of market establishment. While other low-carbon technologies such as renewables and nuclear serve multiple purposes, and therefore service different markets, CCS has only one purpose: to reduce CO2 emissions.

While the participation of industry, such as electric utilities and oil companies, is critical in developing CCS, markets for the technology are still uncertain.
This means that a CCS market establishment could be reliant on greenhouse gas emission-reducing climate policy.
Another challenge of CCS in Australia is that the technology requires very specific geology to work, which, although Australia is credited with having some of the best storage basins in the world, are not always convenient for Australia’s coal and gas-fired power plants.
Future development and opportunities
In late 2020, the Federal Government noted CCS as a priority technology in its technology roadmap, alongside “clean” hydrogen, energy storage, “low-carbon” steel and aluminium.
In September, the Federal Government earmarked $50 million for the development of CCS projects associated with power generation, heavy industry, hydrogen and gas production.
A discussion paper released ahead of the roadmap stated that Australia's potential for large-scale CCS "is already of interest to some potential overseas markets looking to produce lowemissions hydrogen from coal and gas".
Australian Energy Council Chief Executive, Sarah McNamara, said the federal focus on CCS for gas and hydrogen production was "sensible", representing areas that were "realistic opportunities for this technology".
"Previous efforts to develop CCS to allow retro-fitting of coal-fired power stations have not been commercially successful," Ms McNamara said.
Several research and demonstration CCS projects have commenced or been announced in recent years, including:
• Southwest Hub (Western Australia) – collecting and analysing data and samples from the Lesueur Sandstone formation, to test its feasibility as a carbon dioxide storage reservoir
• CarbonNet (Victoria) – investigating the potential for a large-scale CCS network in the Gippsland region of Victoria
• Otway Geological Storage and Monitoring Demonstration Project (Victoria) – Australia’s first demonstration of deep geological storage
• Australia-China Post Combustion Capture Feasibility Study Project (international) – the centrepiece of the Australia-China Joint Coordination Group on Clean Coal Technology
• Cooper Basin CCS project (northern South Australia) – Santos and BP have entered an agreement to bury up to 20 million tonnes of carbon each year in the Moomba gas fields
• Chevron's Gorgon gas facility (Western Australia) – Australia's largest CCS operation
Although CCS isn’t a substitute for clean energies like solar, wind, and pumped hydro, it does offer the potential to reduce greenhouse gas emissions substantially. CCS doesn’t capture CO2 entirely, and therefore is an imperfect system, however as coal and gas-fired power plants (and polluting industries) aren’t going to be shut down overnight, experts agree that it may be a suitable vehicle in the transition to a clean energy system, and in the mitigation of global warming.
63 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 POWER GENERATION
Ph: 1300 4 BBENG www.brownbros.com.au The most comprehensive range of pumps and innovative pumping solutions. Including
of the
leading pump brands: DELIVERING PUMPING SOLUTIONS 11/20 Contact us to see how we can deliver your pumping solution.
some
world’s
VACUUM PRESSURE
AT THE CENTRE OF AUSTRALIA’S
FIRST AUTOMATED WASTE COLLECTION
SYSTEM
In an Australian first, Sunshine Coast Council is installing a high-tech pneumatic underground automated waste collection system in the new Maroochydore City Centre. As an alternative to standard kerbside bin collection services, general waste and comingled recyclables generated within the Maroochydore CBD will be transported from public place bins, residential buildings and commercial premises at up to 70km/h through a 6.5km network of underground pipes to a collection station located in the outskirts of the city centre.
Sunshine Coast Council Waste and Resources Management Branch Manager, John Hogg, said the Automated Waste Collection System (AWCS) was a more efficient alternative to conventional waste collection, helping to create a cleaner, healthier and more attractive city centre.
“The AWCS will significantly reduce the number of large vehicles needing to access the city centre, as the need for conventional waste collection trucks to service bins will be removed, benefitting traffic and amenity,” Mr Hogg said.
“This will provide a safer and more pleasant urban environment and will also reduce the carbon footprint associated with this essential service.”
The AWCS is fully sealed to minimise odours normally associated with waste management, and by eliminating early morning on-street garbage collection also creates better urban living conditions.
The system is designed by Swedish-founded company Envac and has been successfully installed and used in new urban development’s worldwide including in Stockholm, Seoul, Barcelona, London, Singapore and Beijing.
How the AWCS will work
AWCS inlets for general waste and recyclables are being installed in each building within the new CBD. Public place bins strategically located around the city centre are also linked to the AWCS pipe network to cater for disposal of general waste and recyclables.
“Residents and businesses in the Maroochydore City Centre will be provided with an education toolkit advising how to use AWCS inlets and how to recycle right. Public place bins will be clearly marked for recycling or general waste,” Mr Hogg said.
Pipe network
The AWCS pipe network is deemed a utility service, similar to water supply and sewerage. The network forms a tree-like layout through the CBD where the collection station is the root with the pipes branching from the main trunk line to deliver an AWCS utility stub to the boundary of each developable lot and each public place bin.
The steel pipes incorporate an anti-corrosive external protective coating. Pipe internal diameter is 400mm with pipe wall thickness varying between 6.35mm and 60.4mm depending on location. High wear and tear areas such as bends are thicker to allow for the abrasive nature of some waste materials.

To minimise cost, the pipe network and inspection pits for maintenance access are simultaneously installed in underground service corridors with other utility services (water, sewerage, electricity etc.).
Collection station
The ‘engine room’ of the AWCS is the collection station which is located on the outskirts of the CBD. The collection station was designed to complement the format and standard of surrounding commercial developments. Its proximity to neighbouring properties meant soundproofing the building for noise attenuation and installing a state-of-the-art air filtration plant to prevent odour emissions.

RECYCLING 64
Outdoor waste inlet installation – underground parts.
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
Collection station.
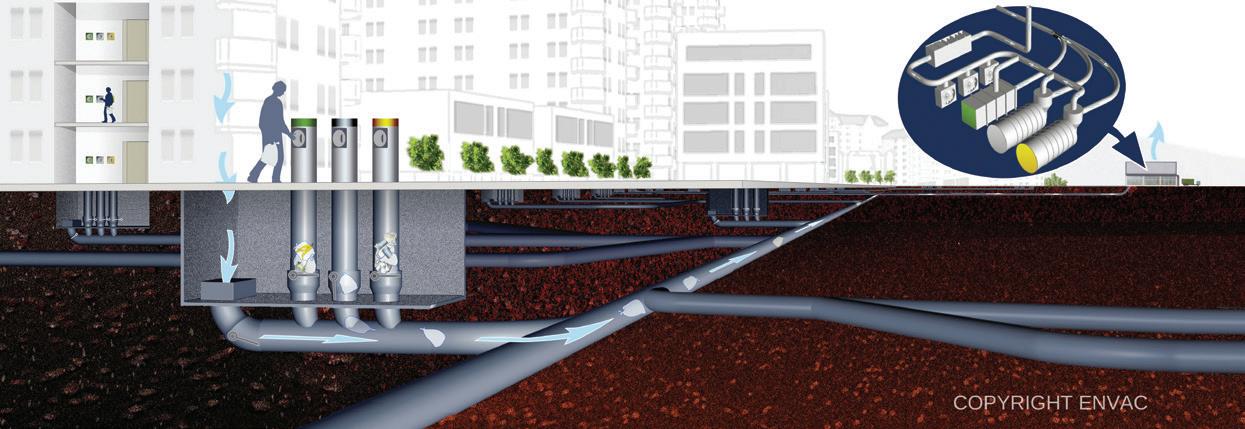
The collection station houses most of the AWCS equipment including a series of centrifugal fans (exhausters) powered by 110kW three phase motors for creation of vacuum, waste cyclones for separation of waste and conveying air, dust cyclones with filter elements for cleaning the conveying air before it is released, a gantry crane for lifting and moving container bins, air pipes, valves, silencers, and other auxiliary equipment. To ensure seamless continuity of service delivery, a backup generator is also located on-site for use in the event of power blackouts.
From disposal inlets located throughout the CBD to the collection station bin storage area, the entire system is airtight. Material from each waste fraction is sequentially extracted from disposal inlets, transported through the pipe network and deposited into a series of 30m3 container bins located on the ground floor of the collection station. Four container bins are housed on-site. Two ‘active’ bins are connected to respective waste fraction compactors and two spares are stored ready for swap over when active bins are disconnected for transit to and from disposal facilities.
When a container bin is at capacity, the gantry crane transfers the bin to an internal bay for loading onto a standard hook-lift haulage truck for transport to Council’s recycling facilities or landfill. Haulage trucks will access and egress the site from a road adjacent to the city centre, thereby avoiding any travel through the CBD.
Electronic monitoring and control
The collection station is also home to an electronic monitoring and control system, which identifies and draws stored waste from respective inlets on a priority demand process.
The AWCS uses a programmable logic controller (PLC) and a supervisory control and data acquisition (SCADA) system developed by Envac, known as the Envac Automation Platform (EAP).
The EAP will be continually updated with statistical data relating to waste disposal behaviour across the entire system through a series of sensors installed in individual waste disposal points which constantly monitor the system and provide real-time intelligence regarding user activity and inlet status including available storage capacity.
Using this data, adaptive algorithms ensure that the self-learning system continually fine-tunes the frequency and sequencing of disposal point emptying and adjusts the scheduling of container bin retrieval from the collection station to ensure a balanced operation that optimises automation, reduces energy consumption and minimises operational costs.
Management and oversight of the EAP can be undertaken on-site or remotely.
A staged build
Mr Hogg said the project was well underway with stage one of pipe installation and collection station building works (including the fit out and installation of plant and equipment) completed earlier this year.
“Further pipe network installation aligned to the future stage civil works program will take place south of the main CBD Corso,” Mr Hogg said.
“A commissioning date for the system is yet to be confirmed. The Coronavirus pandemic has restricted some travel.
“Subsequently, the international technical experts with detailed system knowledge are unable to come to Australia at this time and this may delay the commissioning of the Automated Waste Collection System.
“A collaborative approach between civil works contractors, the proprietary equipment supplier (Envac) and Council has ensured all system challenges are effectively overcome, relying on iterative sequencing and programming interaction as keys to success.”

RECYCLING 65 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34
Envac stationary vacuum system.
Exhaust fans at the collection station.

Trends in pump sealing technology
By Heinz P. Bloch, PE, Process Machinery Consulting
Mechanical seals have largely replaced braided packing in the so-called stuffing boxes of modern process pumps. Both are components that keep the pumped fluid (or “pumpage”) in the pump casing. Suitable seals must be installed at the location where the shaft enters or leaves the pump casing; the purpose of these seals is to prevent leakage.
There are many hundreds of styles, sizes and configurations of mechanical seals. All mechanical seals make use of the underlying principles of stationary and rotating face combinations. However, there are hundreds of mechanical seal options, and the elementary version shown in Figure 1 represents a mere fraction of a percent of the available cross-sections. Some of these seals are simple and inexpensive; others are complex and require special attention. Better seals make much more economic sense.
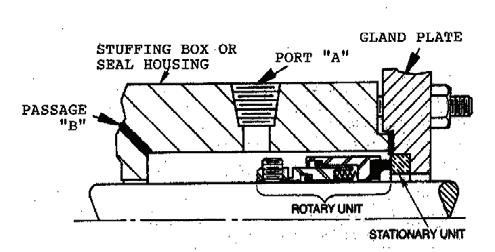
Investigating “optimum” seals
It is not possible to use, develop or find a “quasi “optimum” seal; one with geometry and materials that are best suited for every conceivable service and condition. Process pump seals are, therefore, engineered products and not commodity parts. Of course, a specific seal configuration or material combination may serve more than one, but never all, conceivable applications. Statistics show that for every 1,000 interventions relating to pumps there will be a pump fire. Seal failures are responsible for roughly half of pump fires. Optimised sealing is, therefore, the most important priority of reliability professionals in the Hydrocarbon Processing Industry (HPI). At best-in-class plants, mechanical seals are purchased in accordance with rigorous specifications submitted (or signedoff after thorough review) by SMEs, also known as subject matter experts. Likewise, flush plan selection for process pumps is entrusted to these professionals. Procurement personnel handle matters of cost and schedule. Deviations from specifications are referred to the SMEs who have the final say. With responsibilities that affect life and limb, their input cannot be disregarded.
Nevertheless, there are other industry trends, and these are the subject of this article. But unlike conventional mechanical seals that often apply spring pressure, magnetic or hydraulic closing force to the face of the rotary unit (see Figure 1), mechanical seals are designed with a single coil spring, several small coil springs, or pleated bellows applying a closing force to the stationary seal part. They are then called stationary mechanical seals.
Application of spring-loaded closing force to the stationary seal face is advantageous when there is known shaft deflection and in shaft systems that operate at high peripheral velocity. Also, designs that place the springs away from the process fluid are generally preferred over designs that allow process fluid to contact the springs. All seal assemblies need venting provisions, be it a port “A” or a simple vent passage “B” (Figure 1). The trend is clearly towards stationary seals with multiple springs that are not contacted by the process fluid.
Braided packing in use less frequently
Since about 1950, mechanical seals have almost totally replaced the more maintenance-intensive compression packing previously used in process pumps (Figure 2). For compression packing to work properly, a few drops of liquid must be introduced between the rotating shaft and packing to carry away heat and to prevent rapid degradation of the packing material. Some of the liquid must escape into the atmosphere, and trained labour is needed for packing gland adjustment and replacement.
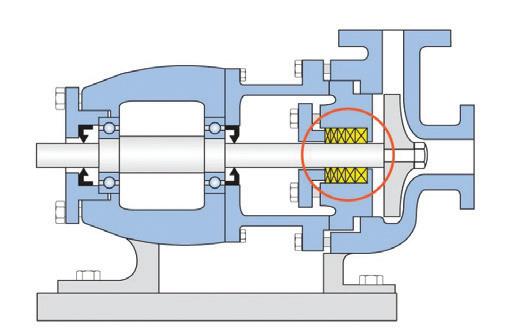
66 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au TECHNICAL
Figure 1: Operating principle and essential nomenclature of mechanical seals.
Figure 2: Compression packing is now used only in aqueous services (Source: AESSEAL plc. Rotherham, UK, and Rockford, TN).
Working with competent seal manufacturers
More and more reliability-focused users view mechanical seals as an engineered component. Best-in-class users have long ago started trends by seeking expert advice and cultivating relationships based on mutual trust and benefit. Long-term customer service and consistent application of thorough engineering skills benefit both parties. They are of much greater importance than short-term returns obtained from initially paying a low price. A single failure incident often causes repair-speed and price-related gains to vanish with a single failure incident.
Seal flush piping arrangements are very often needed to create the most appropriate seal environment. The ones in use today generally belong to two main groups:
• “Flush” – clean, cool liquid is injected into the seal chamber (Figure 3) to improve the operating environment. A second, smaller port is provided and normally oriented downward. It often serves as a leakage observation or vent opening.
• “Barrier or Buffer” fluid used with dual seals – a secondary fluid is fed to the space between two sets of mechanical seal face pairs to prevent ambient air from contacting the pumped fluid, to improve seal cooling, or to enhance safety.
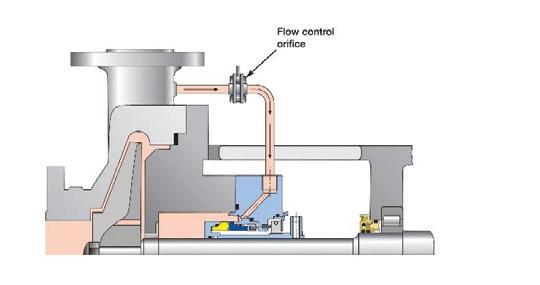
Figure 3: Recirculating (injecting) a product side stream per API Plan 11 (Source: API 682; also, AESSEAL plc. Rotherham, UK, and Rockford, TN).
Recirculation of a product side stream (Figure 3) is common. The side stream should have a pressure of approximately 25psi (173kPa) higher than the pressure directly behind the pump impeller.
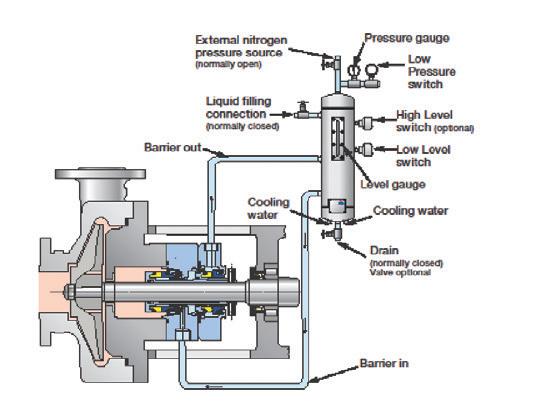
Figure 4: API Plan 53A: Pressurised barrier fluid circulation in outboard seal of a dual “cartridge” seal configuration. A pumping ring maintains circulation while running; thermosiphon action is in effect at standstill (Source: API 632; also AESSEAL plc. Rotherham, UK, and Rockford, TN).
Due to increased availability of well-engineered cartridge seals (Figure 4) there are observable trends towards more frequent use of dual seals with external flush application. However, it is worth mentioning that not all mechanical seals require special external flush arrangements. Still, for a long and trouble-free life, the mating faces shown in Figure 1 must somehow be separated by a micro-gap and cooled. The very small opening between faces must be taken up by either liquid or gas. Different flush plans (with flush schematics that can be downloaded from the websites of major mechanical manufacturers) accomplish that.
Each flush plan must accommodate the different fluid parameters, conditions and properties it serves. All flush plans are described in both vendor literature and industry specifications such as API 682 and ISO 21049. The API (American Petroleum Institute) flush plans shown in Figures 4 through 10 are linked to the captioned plan numbers but are merely representative of the many different piping or flush plans available.
In pre-existing pumps, certain upgrades or conversion to another (more modern, safer, efficient) flush plan configuration are often advantageous. Accordingly, the trend among best-in-class (BiC) reliability-focused companies is to consider the newer seal and upgraded flush plan configurations. Leading BiC performers actively seek the advice of more than one mechanical seal manufacturer. BiCs place emphasis on reviewing the past operational experience of whatever mechanical seal style, materials or flush plans are recommended by at least two and preferably three trustworthy manufacturers.
It is worth repeating that BiC users will not be captive to only one manufacturer, nor will they purchase seals that do not comply with rigorous specifications. Because the mechanical seal testing protocols of different seal manufacturers are known to vary, seal testing requirements are well defined in the procurement specifications of reliability-focused users. It is known that seal manufacturers have occasionally used the purchaser’s plant as their testing facility without the ownerpurchaser being made aware of such being the case. This reinforces one more observed trend: that of astute purchasers engaging in thorough up-front Q&A with potential vendors.
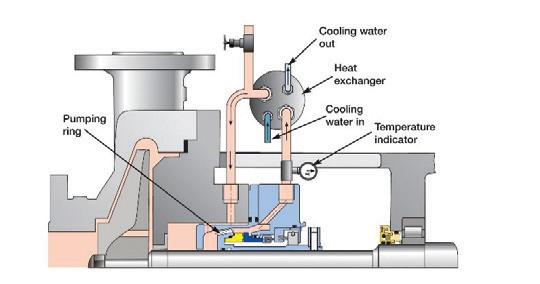
Figure 5: Product recirculation from seal chamber to heat exchanger and back to seal chamber, per API Plan 23 (Source: API 682; also AESSEAL plc., Rotherham, UK, and Rockford, TN).
A heat exchanger (Figure 5) will add to the cost of an installation but may be required in some services. Modern mechanical seals often include an internal pumping device – an important option that can influence seal temperature, hence, margin to vaporisation and failure risk. Including its innovative manufacturer in a facility’s list of technology providers will prove valuable.
67 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 TECHNICAL
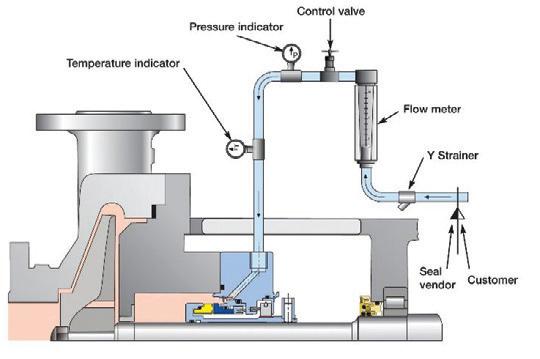
Figure 6: Injection of cool or clean liquid from external source into the seal chamber, per API Plan 32 (Source: API 682; also AESSEAL plc. Rotherham, UK, and Rockford, TN).
Some applications favour the flush plan (API Plan 32) shown in Figure 6 although, again, its ultimate suitability for a given application or service must be reassessed. The liquid injected into the seal cavity will migrate through the throat bushing and into the pumpage. This dilutes the process fluid and the injected fluid will, in paper producing plants, have to be removed later by evaporation. Because evaporative processes require considerable heat, the overall energy efficiency of the plant is inadvertently reduced simply because of a particular seal plan selection.
Contrary to common belief, advanced pumping rings are now often used in single seals (Figure 7). Dual seals utilise a barrier or buffer fluid to create a desirable seal environment (Figure 8). Here, too, a pumping ring maintains circulation while running. The pressure is maintained, and fluctuations are compensated by a piston-type accumulator, upper right.
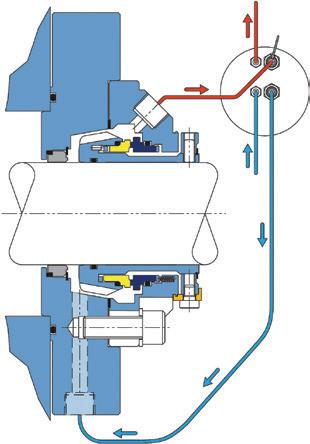
Figure 7: Plan 23 cross section. Injection of single seal cavity with bi-directional (tapered) pumping device. Flush liquid is pumpage that passed through the throat bushing on the left. It re-enters this cartridge seal after being cooled (Source: AESSEAL plc. Rotherham, UK, and Rockford, TN).
References
The cost of the seal auxiliaries is clearly a factor and individual applications merit their own reviews. Safeguards are needed, for instance, in seal systems connected to an external nitrogen source. These safeguards prevent the inadvertent backflow of barrier fluid into the external source of nitrogen. Likewise, the possibility of nitrogen dissolving in the barrier fluid must be considered. In other words, seal selection requires study and experience.


Figure 8: A bi-directional tapered pumping ring assembled (left) and shown separate (right) (Source: AESSEAL plc. Rotherham, UK, and Rockford, TN).
Mechanical seals as part of water management
Both Figures 8 and 9, the latter depicting pressurised and cooled barrier fluid circulation in a dual seal, are variations on the author’s “go with advanced, but proven technology” theme. The two figures again highlight why it is so important (and trendy) to have good cooperation between seal manufacturer and seal user-operator.
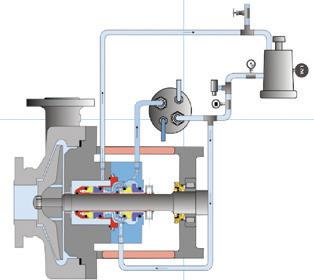
Figure 9: API Plan 53C: Pressurised and cooled barrier fluid circulation in outboard seal of a dual seal configuration (Source: API 682; also AESSEAL plc. Rotherham, UK, and Rockford, TN).
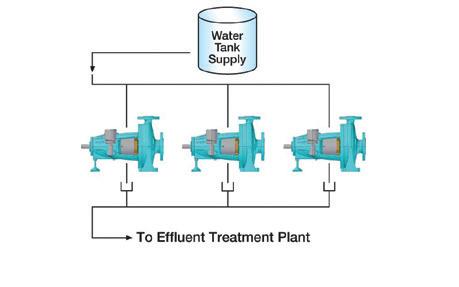
Figure 10: An energy-inefficient API Plan 62 in use at an older sewage treatment facility (Source: AESSEAL plc. Rotherham, UK, and Rockford, TN).
Technology and Storage Preservation, Reliabilityweb, Ft. Myers, FL, ISBN 978-1-941872-98-7
68 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au TECHNICAL
1.
for
2.
API
(marketing literature/laminated booklet) 3.
Requirements
Dual
4.
American Petroleum Institute, API-682 (ISO 21049), Pumps-Shaft Sealing Systems
Centrifugal and Rotary Pumps, 3rd Edition, International Standard, September 2004
AESSEAL plc. Rotherham, UK, and Rockford, TN;
Flush Plans,
Smith, Richard, ‘Reconciling
in API-682
Seal Design Configurations’, Hydrocarbon Processing, February 2009
Bloch, Heinz P. 2011, Pump Wisdom: Problem Solving for Operators and Specialists, Wiley & Sons, Hoboken, NJ, ISBN 978-1-118-04123-9 5. Bloch/Ehlert/Geitner 2020, Optimized Equipment Lubrication, Oil Mist
Figure 10 incorporates API Plan 62; however, examination of API Plan 62 explains why there are discernible moves towards water management in the pulp and paper, food processing, and beverage industries. Environmentally conscious breweries on all continents are involved in conservation initiatives. Indeed, many of the seal and flush plans in these and other industries are following this healthy trend. Many of their seals and systems have been (or are in the process of being) converted to the highly effective water management approach shown in Figures 11 and 12.
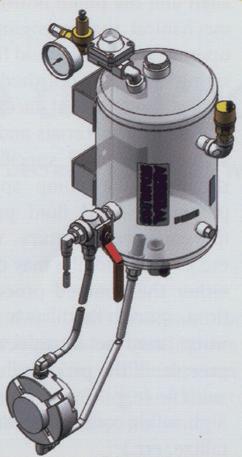
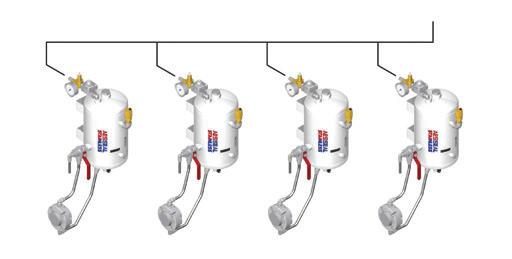
All flush plans have advantages and disadvantages
The many properties of fluids contacting the seal faces govern seal selection, but other considerations should be weighed as well. Long-term reliability and savings in utilities should be given high priority. Conversely, low initial seal cost is rarely (if ever) a good indicator of the true value of mechanical seals and seal support systems.
Historically, API Plan 23 has not received wide acceptance due to the obvious complications of applying old-style seal circulating devices or pumping rings. Utilisation of modern computer-controlled manufacturing methods has helped implement superior sealing technology. Compact API Plan 23 cartridge seals are easily applied to both new and old pumps. Many of these seals are marketed with wide-clearance bidirectional tapered pumping devices that are far less likely to make contact with seal-internal stationary parts than older, close-clearance pumping ring configurations.
Always obtaining full picture is recommended
The reviewer must first recognise that sealing technology has advanced and that trends with reliability focus and attention to conservation of resources are evident and can be observed in many ways. Seals are part of a pumping system and all systems must be properly reviewed. We chose here to summarise the seal topic by using a few schematic representations and close with an emphasis on win-win propositions dealing with water management.
Sealing systems for optimised water management
Self-contained water management systems (Figures 11 and 12) are among upgrades and conversions that are easily cost-justified in applications that must conserve water. Selfchecking hydraulic sensing valves are incorporated in these systems. BiC users have strongly supported the trend towards better managing water, a precious resource. We wanted to share their value-adding findings.
BiC trends summarised
• Stationary seals with multiple springs are favoured in process pump applications
• Phasing out any remaining packed stuffing boxes and upgrading to well-designed mechanical sealing alternatives is now widely accepted as a value-adding proposition
• More existing pumps are receiving seal and flush plan retrofits (upgrades) than in previous decades
• Plan 23 is generally preferred for hot water services, particularly boiler feed water. This plan is also desirable in many hydrocarbon services where it is necessary to cool the fluid to establish the required margin between fluid vapour pressure and seal chamber pressure
• In just a few special cases Plan 21 is preferred over Plan 23. Work with a competent seal manufacturer to identify these exceptions to the rule
• Plan 53A (self-contained water management systems) are often vastly superior to inefficient Plan 32 configurations
Competent mechanical seal manufacturers are a valuable source of reliability improvement for reliability-focused seal users and making good use of their expertise and engineering know-how is extremely important. Cultivating a consulting relationship with three of the best manufactures and/or communicating with true innovators among them is the healthiest trend of all. Even the environment wins when users pay close attention to the environmentally conscious.
About the author
Heinz P. Bloch resides in Montgomery, Texas. His professional career commenced in 1962 and included long-term assignments as Exxon Chemical’s Regional Machinery Specialist for the United States. He has authored or co-written over 750 publications, among them 21 comprehensive books on practical machinery management, failure analysis, failure avoidance, compressors, steam turbines, pumps, oil mist lubrication and optimised lubrication for industry. Mr Bloch holds B.S. and M.S. degrees (cum laude) in Mechanical Engineering from the Newark College of Engineering and is a member of the college’s “NCE 100’s Anniversary Top 10.” He is an ASME Life Fellow and was awarded life-time registration as a Professional Engineer in New Jersey.
69 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 TECHNICAL
Figure 11: Water management tank portion of the circulating system in Figure 12 (Source: AESSEAL plc. Rotherham, UK, and Rockford, TN).
Figure 12: Four water management systems connect to the seal glands of four separate pumps in this sample illustration. There is no drain and no water is wasted (Source: AESSEAL plc. Rotherham, UK, and Rockford, TN).
SUCCESSFUL PROJECT MANAGEMENT
By Keith Sanders

For those who didn’t see it, the headline was as follows:
“On Tuesday 6 October, Treasurer, Josh Frydenberg, delivered the 202021 Federal Budget, which has been dubbed one of the most important government packages in 75 years.
In his speech, Mr Frydenberg identified a number of crucial components of the Budget, including but not limited to, gas supply, resource investment, NAIF reforms, water infrastructure upgrades, emissions reductions, manufacturing initiatives and tax write-offs.”
However, the government has made it clear that they see themselves as “Enablers”, to provide incentives for the private sector to engage in the individual infrastructure projects. It is important that these incentives do not result in projects being rushed through, with incorrect or inadequate resources being allocated, as has happened in previous government stimulus packages.
Some of these initiatives will inevitably result in demand for pumping equipment, much of which can be met from relatively
“standard products” available from inventories kept by the local supply chain. Other more complicated projects will require “engineered products’ that need to be manufactured to order, with design features included to meet more severe operating conditions that may be encountered.
Each project will need to be carefully analysed to determine what the specific operating conditions are likely to be and then important choices made about the processes by which these projects may be engineered for long-term operating efficiency, reliability and serviceability.
Pump manufacturing in Australia to meet demands: past and present
In earlier times, Australian pump manufacturers have been able to supply equipment that is designed, manufactured, tested, installed and commissioned on-site, When the country was growing rapidly in the 1970s and 1980s, projects in the water supply and sewage sector, in the power generation section, and the mining and mineral exploration sector could largely be sourced reliably from well-established companies such as Kelly & Lewis, Thompsons, Industrial Engineering and Warman who had close working relationships with client engineers and consultants to delivery equipment that was totally fit for purpose.
Building services markets and general industrial clients were well serviced by both manufacturers and importers of standard products with the ability to customise the equipment to meet specific user needs. Ajax Pumps, Regent Pumps, Gaam Engineering, Southern Cross and similar businesses offered a selection of products to ensure that there was a vibrant supply side to satisfy this demand.
However, in today’s market, the situation is entirely different and actual manufacture of pumping equipment only occurs in specialist niches and with limited capacity to react to a sudden increase in demand. End suction pumps to ISO 2858 can still be sourced from Australian manufacturers, while EN733 (DIN) pumps are exclusively imported from overseas manufacturers, most notably from China.
Because there has been a significant shift away from local manufacture, it is doubtful if this situation can be reversed. This will result in some difficult choices for project managers, particularly from the “tender system” that is employed to select the successful supplier. They will need to understand a variety of supply side issues in an effort to choose the right equipment for the job, rather than accept the lowest price.
70 TECHNICAL
pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au
For regular readers of Pump Industry E-newsletters, they will have been heartened by the projection that the economic stimulus measures likely to be adopted by the Federal Government will result in new investment in a number of important projects designed to create employment and improve infrastructure for longer term benefits to the economy.
MANAGEMENT (PART 1)

Sourcing equipment from overseas: what you need to know
As the sourcing of products will increasingly turn to overseas suppliers, it is important to understand who is operating in the global market and what level of confidence the end user can place in the performance offered by multi-national players as well as alternative supply sources particularly from China and India, where low-cost standard and engineered product can be sourced. The capabilities of potential suppliers need to be evaluated to ensure they can actually complete the work effectively and on time.
The sensible use of an Engineering Specification and associated Inspection and Test Plans (ITPs) can provide the project manager with a series of control points at which approvals are necessary.
Because of the adoption of the metric system in Australia and the fact we generate electricity at 50hz, the European developments are more closely aligned to our region and are also based on a greater commitment to action on climate change than exists in the US. It is only in the oil and gas sector that American technology still dominates. However, Europe is slowly harmonising with the requirements of API 610, which is now in its 12th edition, and ISO 13709 has been issued to facilitate this.
Developments that cover identified “standard product” categories produced as complete units principally for water applications are sold with minimum customisation to match user needs for ready availability and for projects with a relatively short lifespan. European legislation exists already for a whole suite of pumps that are in common use as shown in the diagram below.
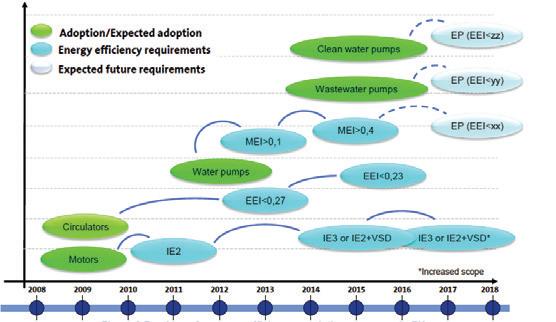
Roadmap for energy efficiency regulation in the European Union
The full regulation for the European Union is contained in Commission Regulation (EU) No 547/2012. It is my intention to summarise the requirements of this legislation and how it was arrived at. There has been consultation with European pump industry representatives and Institutes of Technology that were monitoring the overall supply side issues. However, Europump has released a more user-friendly document as part of the EUROPEAN PUMP INDUSTRY-ENERGY COMMITMENT outlining the Ecopump guidelines. This brochure is available on the Europump website at Europump.org.
As soon as more severe operating conditions or longer operating lifespans are to be managed, then users have to consider more specific design features and this takes them into the realm of “engineered pumps”. These are manufactured to different specifications, built to more exacting QA requirements and where performance testing at the manufacturers works is conducted to verify hydraulic performance in the “as-built” condition.
Consultation with suppliers who have experience of working with these more arduous operating conditions
becomes beneficial and first cost is not the most important consideration. In this area, industry experience is a stronger factor than legislation and minimising energy consumption is only one of the three factors involved in the selection process. Power consumption and the cost of keeping the equipment in service become particularly important over the lifespan of the plant. Projected life expectancy of more than 20 years means the justification for a lifecycle cost analysis becomes more significant. In this regard, the use of ISO 50001-2018 –Energy Management Systems, can provide a useful platform for assessing the longterm performance of plant and equipment. This embodies the use of several other standards such as ISO 14414 – Pump System Energy Assessment, which has recently been adopted by Standards Australia without amendment.
As a result, even relatively new project managers now have a toolkit of standards developed in conjunction with industry on which to base the decisions that confront them at the key stages of the project. These decisions will involve choices for plant and equipment, use of profession expertise at key points. The use of acknowledged systems for ensuring OH&S requirements, Quality Standards and energy consumption can ensure targets are met.
The success for these project solutions will stand on three important pillars:
• System design and equipment selection based on an accurate assessment of operating conditions, power consumption and routine servicing requirements
• Performance verification, installation and commissioning followed by site testing
• Performance auditing after a suitable period of operation and corrective action as necessary
These pillars will be outlined in more detail in future articles and will hopefully ensure that the financial resources that are made available not only create more jobs for Australians, but also contribute to better outcomes in meeting other important objectives in terms of climate change, water resources and energy conservation.
71 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34
TECHNICAL
Image courtesy of Europump.

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
This edition of Ask an Expert will look at the biggest challenges facing the wastewater industry and how pump manufacturers can help, and how progressive cavity pumps can aid in resource saving.
Q: What are the biggest challenges for the wastewater industry in the future?
A: The mega trend neo-ecology with its social orientation towards resource and energy efficient sustainable management requires rethinking and action. The classic sewage treatment plant is also facing major changes/ upheavals. At the same time, cost-effectiveness, reliability and high operational safety must always be guaranteed.
Q: What can pump manufacturers contribute to meet these demands?
A: Wastewater treatment is a central component in restoring natural water quality and places the highest demands on the pumps used in the process. To satisfy these requirements it is important to choose the right pump technology. Progressive cavity pumps can make a significant contribution here. They can be used in almost all processes of sludge treatment and disposal. They are long-living, reliable, versatile, low maintenance and energy efficient. In addition their good discharge pressure capabilities enable long distance pumping and their non-pulsating flow characteristics make them a popular choice for many wastewater applications. Compared to lobe pumps they have lower operating and maintenance costs.

Typical ‘standard industrial’ progressive cavity pump: low pulsation, uniform flow, conveys low to highly viscous media, ensures high reliability and efficient performance. Smart and easy designs are available.
Q: Can you give us an example?
A: For instance, when mixing sludge or dewatering sludge. Open hopper pumps can easily pump dewatered sludge with a ds content up to 45 per cent. Pumps from the standard industrial range dose the required amount of liquid into the hopper of the open hopper pumps. To reduce friction losses the liquid is mixed with dewatered sludge. Control systems monitor the discharge and adjust the amount of liquid added accordingly. Lubricant injection reduces energy consumption
72 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au ASK AN EXPERT
and control systems ensure resource-saving dosing. In addition, control systems also adapt the discharge of the dewatering device to the pump speed, thus reducing the energy consumption of the pump.

Typical ‘open hopper’ progressive cavity pump: optimum non-flowable product handling and adjustable for each processing task. Smart and easy maintenance designs are available.

Progressive cavity pumps thus meet the high-quality requirements in the environmental sector and always deliver reliably and at low operating costs. They reduce energy consumption and save resources, in keeping with neo-ecology. You can easily and quickly bring sustainable action in the field of environmental technology into flow.
Progressive cavity pumps: your advantages at a glance
PC pump manufacturers focus on offering solutions that not only operate cost-saving, but also ultimately resource-saving.
• Energy efficient pumps: lower energy requirements
• Minimal pulsation, stable, variable flow rates
• Accurate metering of flocculants
• Ease of maintenance: pumps designed with quicker and easier access to the drive side and rotor side components without needing to dismantle the pipework
• Extended pump life: high-quality parts, predictive maintenance and pump monitoring options, reduced wear on components
• Flexibility: installation and pump design customised to your application
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 35 years. Peter spent the first five years repairing pumps and the following 30 years in technical sales, 15 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com








73 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 ASK AN EXPERT
The right solution for sophisticated pumping applications. Metallic Pumps Non-Metallic Ceramic Pumps Non-Metallic Plastic Pumps An ITT Brand MOBILE APP Monitor your machine right from your phone with the free mobile app SENSORS Monitor tri-axial vibration, temperature, run-time hours and pressure Ai PLATFORM Monitor all of your i-ALERT sensors and machines from a simple web app GATEWAY Add remote monitoring capabilities by leveraging remote data collection DIAGNOSTICS Built in intelligence automatically detects and diagnoses machine issues i-ALERT®Monitoring Solution Sensor | App | Ai Platform Tel: 1300 333 488 | www.ittblakers.com | sales.blakers@itt.com www.rheinhuette.de www.i-alert.com

PUMP SCHOOL
Principles of operation
The term peristaltic pump is applied to various ranges known as hose or tube pumps. Although there are specific differences between hoses and tubing, the terms hose and tube are interchangeable in this article.
Generally, hose pumps have a large wall thickness, polyamide reinforcing layers and are capable of handling differential pressure up to 15 bars. Tubing has a smaller wall thickness and tube pumps are generally capable of differential pressures up to four bars.
Peristaltic pumps are self-priming rotary positive displacement pumps that operate on the peristaltic principle.
The pump consists of three major parts: hose or tubing, housing and rotor. The hose is placed in the tubing bed between the rotor and the housing. The rotor has a number of "rollers” or "shoes" attached to the external circumference.

These move across the hose where it is occluded (squeezed), pushing the fluid. The hose behind the shoe or roller recovers its shape, creating a vacuum and drawing fluid in behind it. Liquid is trapped between the rollers or shoes specific to the ID of the hose and the geometry of the rotor.
Flow rate is determined by multiplying speed (rpm) by the volume of the trapped liquid. The volume moved is consistent, even under a wide range of viscosities or density. The flow rate is directly proportional to the gearbox speed (rpm).
Benefits of peristaltic pumps
• Available in a range of sizes that provide various flow rates
• Will handle fragile fluids with little wear
• Since only the inside of the hose and hose inserts are in contact with the fluid, they can be processed without the devastating damage experienced by other pumping technologies
• Hoses are constructed of natural rubber, NBR, EPDM, Hypalon, FKM
• Provide high levels of volumetric accuracy for sampling and metering applications
• Ability to pass solids in the material being pumped, 20 per cent of hose ID
• Dry run capability allows tank and line stripping
• Sealless design eliminates leaks, contamination and wear problems associated with difficult to seal products
• Self-priming up to 9.8m at sea level on water
• Reversible operation allows pumping in both directions
• Durable construction of ductile iron and steel construction allows higher discharge pressures up to 15 bars
• Low maintenance requirements of the hose and shoes
74 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au Check out the Albin range at Kelair Pumps Australia for all your peristaltic pump needs. Article courtesy of Kelair Pumps Australia “When Pump Knowledge Matters” Phone 1300 789 466, or visit www.kelairpumps.com.au.
is a peristaltic
and what are the benefits?
What
pump

Combining our experience in publishing, live events, digital marketing and video production, Monkey Media has the capability to deliver a range of online events for your organisation.



Specialising in the energy, infrastructure and utility sectors, we combine our expert knowledge in these fields with our behind-the-scenes knowhow to help you deliver your events in a range of online formats.
We work closely with our partners to understand why and how you want to connect with your audience online, and can recommend the right solution to help you cut through and achieve the high levels of audience engagement and participation you’re looking for.
Some of the online events we can help you deliver include:
Webinars
Virtual conferences
Awards nights
Round tables
Online learning for a complete online event solution
www.monkeymedia.com.au/services/custom-virtual-events/
75 www.pumpindustry.com.au pump industry | Summer 2021 | Issue 34 Looking for a complete solution for online events?
03 9988 4950
schedule
76 pump industry | Summer 2021 | Issue 34 www.pumpindustry.com.au ADVERTISERS’ INDEX Adelaide Control Engineering ................ 55 Angus Flexible Pipelines............................ 37 AW Austworld 7 Brown Brothers Engineers 6, 63 Caprari S.p.A. ................................................. 31 Crusader Hose 23 DAB Pumps Oceania 29 Den-Jet Australia .........................................52 Deutz Australia ............................................... 1 Drive Systems 3 Dwyer Instruments 14 Ebara Pumps Australia ............................... 21 Franklin Electric 26, IBC Fuseco OBC Global Water Solutions IFC Graphite Metallizing Corporation (Graphalloy) ................................................... 41 Hammelmann Australia 9 ifm efector 57 IndustriTech .................................................. 33 ITT Blakers 73 Kelair Pumps Australia 8 Monkey Media ..............................................75 Polymaster .................................................... 45 Power Equipment 12 Rexnord Australia 13 Roto Pumps .................................................. 49 SEEPEX Australia 10 Thyssenkrupp Materials Australia 11 United Pumps Australia 53 Volvo Penta ................................................... 35 WEG Australia 24 Welling & Crossley 17 WOMA (Australia) ........................................ 27
Subscribe NOW www.pumpindustry.com.au/subscribe/ AUTUMN 2021 Deadline: 5 March 2021 MAIN FEATURE Also featuring DISTRIBUTION Water Seals Motors, drives and engines HVAC WIOA QLD Austmine (TBC) OzWater WINTER 2021 Deadline: 28 May 2021 MAIN FEATURE Also featuring DISTRIBUTION Mining Irrigation Oil and gas Instrumentation and monitoring Food WIOA Bendigo Irrigation Australia/ICID International Congress (TBC) SPRING 2021 Deadline: 20 August 2021 MAIN FEATURE Also featuring Energy efficiency Smart pumps Couplings Plus the 2022 Industry Capability Guide SUMMER 2022 Deadline: TBC MAIN FEATURE Also featuring DISTRIBUTION Wastewater State of the industry Valves Fire Power generation WIOA NSW ARBS2022 (TBC) Digital Mines (TBC)
Editorial




DRIVEN SKIDS & TRAILERS

HWR SERIES








VORTEX SERIES
WET PRIME SERIES
VERTICAL TURBINES
SUBMERSIBLE MOTORS
END SUCTION CENTRIFUGAL
DRIVES & PROTECTION
CLEANWATER CENTRIFUGAL
VR SERIES
A comprehensive range of Auto Prime diesel packaged options for fixed and portable installations.
Wear-resistant pumps manufactured with high-chrome white iron to maximize resistance against destructive abrasives and maintain peak performance in light slurry applications.
A unique pumping solution that eliminates costly and disruptive downtime by passing through the most challenging solids using a recessed impeller.
Self-priming pumps designed for reliable solids and clear liquids handling. Continues to reprime automatically after initial priming.
Submersible turbine pumps available in custom configurations to meet demanding application requirements.
Our submersible motors are tough, built to last and come in a variety of construction options.
Close-coupled, electric motor driven pumps available in singleor three-phase standard voltages to fit your site requirements.
Equip a Franklin drive to protect, monitor, and meet the different needs and demands of each application with the same pump.
Centrifugal pumps that feature heavy-duty ductile iron volutes, designed to handle tough applications with high efficiency.
Vertical multi-stage pumps are available in high- and low-speed models for superior durability, efficiency, and performance in a wide variety of applications.

106-110 Micro Circuit, Dandenong South, Victoria 3175 , Australia Toll Free: 1300 FRANKLIN / 1300 372 655 Fax: +61 3 9799 5050 Tel: +61 3 9799 5000 www.franklin-electric.com.au 67 Proximity Drive, Sunshine West Victoria 3020, Australia Phone +6 1 399881650 Fax: +61 39988 1666 www.pioneerpump.com
VSD Earth Leakage Protection

Arc-Flash Protection


Motor and Pump Protection

Robust Protection for Critical Infrastructure
Trust your motor and pump protection to the experts. Littelfuse protection relays stand up to the harshest conditions and safeguard the most critical parts of your operation. Our field application experts will help you update your protection to extend the life of your equipment, mitigate arc-flash hazards, and reduce the risk of electric shock.
relays@fuseco.com.au www.fuseco.com.au
Fuseco 1300 651 460
PGR-8800 Arc-Flash Relay EL731 Sensitive AC/DC Earth Leakage Relay MP8000 Bluetooth Overload Relay
